
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Многошпиндельные токарные полуавтоматы
При очень больших программах выпуска применяют ротационные вертикальные шестишпиндельные токарные полуавтоматы непрерывного действия. Такие станки представляют собой как бы несколько одношпиндельных вертикальных полуавтоматов, помещенных на карусель. На каждом шпинделе выполняется одна и та же обработка заготовок. В зоне загрузки обработанная деталь снимается и устанавливается новая заготовка. Для этого при входе в эту зону вращение соответствующего шпинделя прекращается.
При обработке на одношпиндельных или многошпиндельных многорезцовых полуавтоматах величины подач у разных суппортов увязаны между собой (подачи у всех резцов, установленных на одном суппорте, одинаковые).
Существуют многошпиндельные (шести и восьми) позиционные вертикальные полуавтоматы последовательного действия, на которых в разных позициях производится различная токарная обработка (а также сверление отверстий и нарезание резьб). Установку заготовки, подлежащей обработке, производят в одной позиции, в то время как в других позициях одновременно производится обработка различных поверхностей деталей.

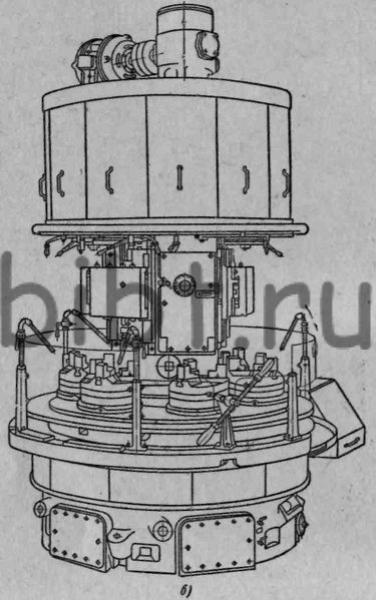
Рис. 196. Шестишпиндельный токарный вертикальный полуавтомат: а — схема работы; б — общий вид
На рис. 196, а показана принципиальная схема такого полуавтомата. В поворотном кольцеобразном столе 1 размещены шпиндели 2 с установленными на них кулачковыми патронами или специальными приспособлениями, в которых закрепляются обрабатываемые заготовки.
На вертикальной колонне 3 могут перемещаться в вертикальном и горизонтальном направлении суппорты 4с помещенными в них режущими инструментами. Стол 1 периодически поворачивается из позиции в позицию.