
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Круглое шлифование валов.
Отделку деталей типа валов производят одним из следующих способов шлифования: обычным точным круглым шлифованием и тонким шлифованием.
Шлифование на круглошлифовальных станках может осуществляться с продольной или с поперечной подачами. Первый способ применяют в тех случаях, когда по каким-либо причинам (например, при значительной длине шлифуемой поверхности) нецелесообразно осуществлять более производительную обработку с поперечной подачей, при применении которой ширина шлифовального круга должна быть не меньше длины шлифуемой поверхности. Поэтому шлифование с поперечной подачей (врезанием) применяют для обработки сравнительно коротких поверхностей. Фасонные поверхности шлифуют врезанием, применяя профилированные шлифовальные круги.
При значительных программах выпуска применяют одновременное шлифование нескольких поверхностей двумя и более шлифовальными кругами, применяя для этого соответствующие высокопроизводительные станки.
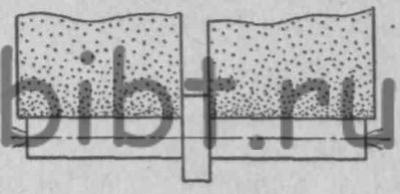
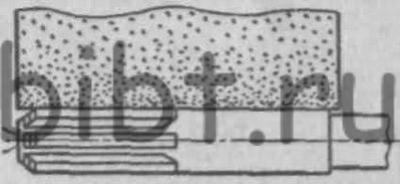
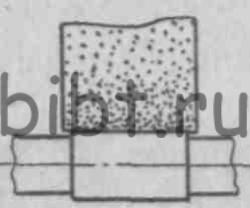
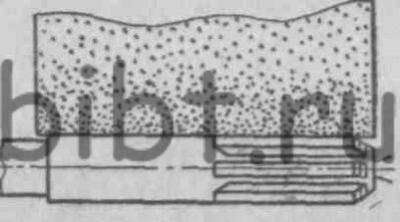
Рис. 199. Различные схемы шлифования валов
На рис. 199 показаны различные способы шлифования поверхностей одновременно несколькими кругами.
Путем обычного точного круглого шлифования экономично обеспечивается достижение точности 2-го класса и чистоты обработки 8—9-го класса.
Для достижения требуемой точности и класса чистоты обработки при отделочном шлифовании производят так называемое «выхаживание» поверхности. В этом случае обрабатываемой заготовке дают некоторое время вращаться, прекратив поперечную подачу круга. При этом постепенно уменьшаются натяг в системе станок — инструмент — деталь и устраняются погрешности в форме детали, вызванные отжимами элементов этой системы под действием сил резания.
Длительность процесса выхаживания зависит от требуемой точности обработки и в производственных цехах машиностроительных заводов составляет 0,2—0,5 времени, затрачиваемого на шлифование.
Тонкое шлифование имеет следующие особенности:
1) малую глубину резания;
2) большую скорость вращения шлифовального круга (более 40 м/сек);
3) малую скорость вращения обрабатываемой заготовки (до 10 м/мин);
4) мягкие мелкозернистые шлифовальные круги;
5) интенсивное охлаждение;
6) длительный процесс выхаживания. Тонкое шлифование экономично обеспечивает точность 1-го класса и чистота обработки 10-го класса.
При значительных программах выпуска небольшие детали типа валов шлифуют также на бесцентрово-шлифовальных станках.
Если обрабатываемая заготовка может быть пропущена между ведущим и рабочим кругами, ее шлифуют с сквозной подачей.
В противном случае применяют шлифование врезанием.
Особенности шлифования на бесцентрово-шлифовальных станках следующие:
1) высокая производительность обработки вслед-ствие большой жесткости системы станок — деталь и возможности осуществлять обработку при значительных глубинах резания и подачах, а также (при сквозной подаче) осуществлять непрерывную обработку заготовок, пропуская их одну за другой;
2) возможность производить обработку без предварительного образования центровых отверстий в заготовке;
3) относительно низкая квалификация рабочего-станочника.
Однако бесцентрово-шлифовальные станки менее универсальны, чем круглошлифовальные. Кроме того, при бесцентровом шлифовании трудно обеспечить правильное положение прошлифованных поверхностей относительно других поверхностей заготовки. Такое шлифование может производиться как на круглошлифовальных, так и на бесцентрово-шлифовальных станках.