
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Хонингование отверстий.
Окончательную обработку точных отверстий (до 1-го класса точности и до 12-го класса чистоты) при значительных программах выпуска деталей производят хонингованием. Процесс хонингования заключается в обработке поверхности несколькими хонинговальными брусками, помещенными в пластмассовые колодки, разжимаемые в процессе возвратно-поступательного и вращательного движения инструмента (хона). Последний связан с шпинделем хонинговального станка посредством шарнира так, чтобы хон мог самоустанавливаться по обрабатываемой поверхности (рис. 204).
Припуск на хонингование составляет от 0,01 до 0,2 мм в зависимости от диаметра отверстия и способа предшествующей хонингованию обработки. В качестве охлаждающе-смазывающей жидкости при хонинговании применяют керосин с примесью минерального масла.
Раздвижение колодок хона с брусками производится механическими, пневматическими или гидравлическими устройствами. Для хонингования применяют одношпиндельные и многошпиндельные станки. Часто станки снабжены устройствами для активного контроля, позволяющими автоматически прекращать процесс обработки по достижении нужного размера.
Ввиду ряда достоинств этого процесса хонингование широко распространено для отделки цилиндров различных машин, посадочных поверхностей зубчатых колес и т. п.
Недостатками процесса хонингования, ограничивающими его применение, являются невозможность воздействовать на положение оси отверстия и необходимость тщательной предшествующей обработки (обычно развертывания, тонкого растачивания или внутреннего шлифования).
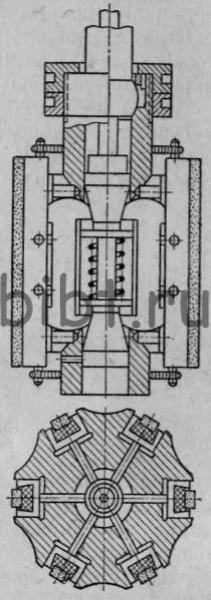
Рис. 204. Хон