
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Контроль отверстий.
Контроль формы и размеров отверстий осуществляется
способами, рассмотренными ранее. Обычно наиболее сложным является
контроль правильности взаимного положения отверстий. При значительных
программах выпуска такой контроль производится с помощью
приспособлений, а часто и сложных автоматических электронных
установок.
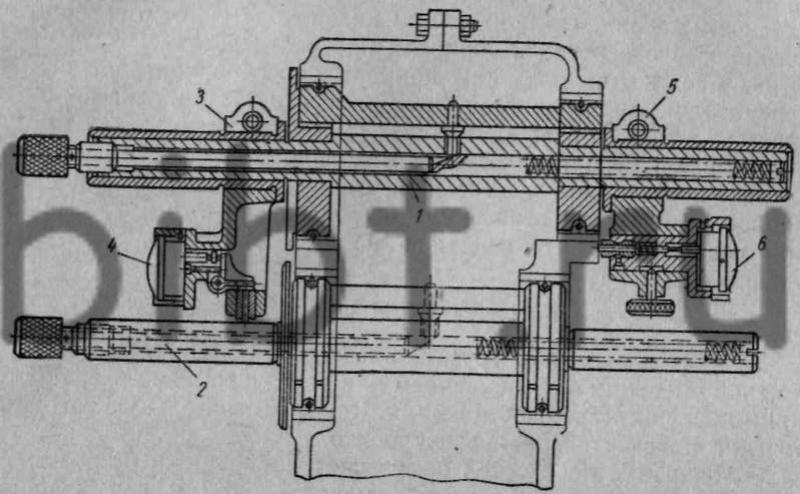
Рис. 206. Приспособление для контроля параллельности осей отверстий
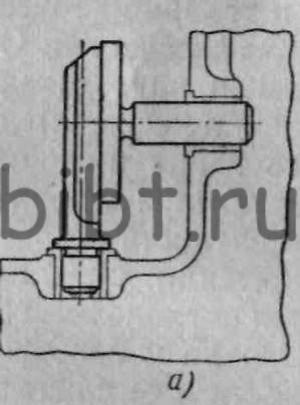
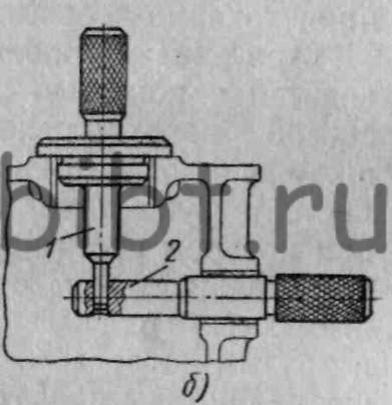
Рис. 207. Приспособление для контроля перпендикулярности осей отверстий
Примеры простых контрольных приспособлений для проверки правильности взаимного положения точных отверстий показаны на рис. 206 и 207.
Параллельность осей отверстий проверяется в индикаторном приспособлении, показанном на рис. 206, с помощью двух скалок 1 и 2, вставляемых в отверстия детали. На одной из скалок 1 помещен кронштейн 3 с индикатором 4. Заметив показания индикатора при его касании одного конца скалки 2, его переставляют на другой конец скалки 1 и замечают вновь показания. По разности этих показаний судят о степени непараллельности осей отверстий.
На кронштейне 5 имеется индикатор 6. При вращении скалки 1 конец измерительного штока этого индикатора касается торцовой плоскости детали. По показаниям индикатора судят о неперпендикулярности отверстия к торцовой плоскости детали.
На рис. 207, а показаны примеры способов контроля степени неперпендикулярности осей двух отверстий. При способе, показанном на рис. 207, а, применяют щуп, вводимый между плоскостями двух контрольных скалок с фланцами.
При втором способе (рис. 207, б) недопустимая неперпендикулярность двух отверстий, куда введены скалки 1 и 2, выявится при невхождении утоньшенного конца скалки 1 и в отверстие скалки 2.