
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Точение фасонных поверхностей.
Точение фасонных поверхностей протяженностью до 40—50 мм на обычных токарных станках производят методом врезания фасонными резцами (рис. 210). При большей длине поверхности возникают значительные силы резания и для обработки требуется применение особо жестких и мощных станков.
Фасонные поверхности вращения значительной протяженности обтачивают по копирам. Эти устройства обеспечивают создание движения инструмента перпендикулярно к направлению основной подачи. Складываясь, эти движения определяют траекторию пути режущего инструмента, соответствующего требуемому профилю обрабатываемой поверхности. Обработку по копиру производят на токарно-центровых или на особых токарно-копировальных станках. В первом случае применяют механические копировальные устройства или устанавливают на станок гидравлические копировальные суппорты.
Обработка фасонной поверхности на токарном станке с применением обычного механического копировального устройства возможна для деталей с наибольшим углом наклона касательной к профилю копира (не более 35°). В последнее время обычные копировальные устройства вытесняются гидравлическими суппортами.
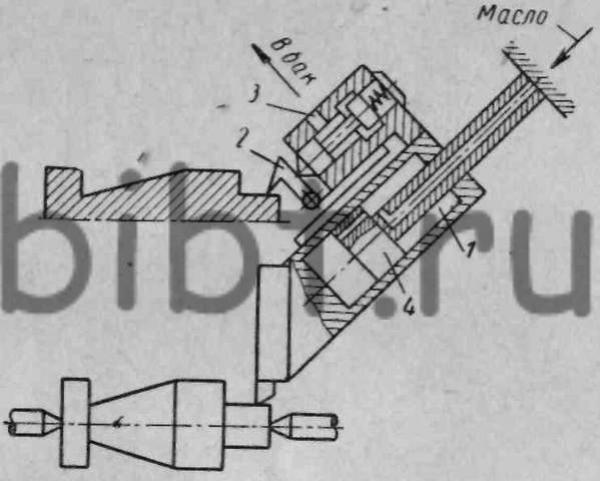
Рис. 211. Гидросуппорт к токарному станку
Гидрокопировальный суппорт к токарному станку работает следующим образом (рис. 211): цилиндр 1 связан с суппортом станка. При перемещении последнего в направлении подачи следящий палец 2 воздействует на золотник 3, управляющий впуском и выпуском масла в цилиндр 1. Давлением масла цилиндр 1 перемещается суппортом в направлении, перпендикулярном к движению подачи, чем обеспечивается нужная траектория движения режущей кромки резца. Поршень 4 неподвижен.
Ступенчатые валы с цилиндрическими и коническими поверхностями могут быть также обработаны по всей их длине за один проход с помощью описанного гидросуппорта.
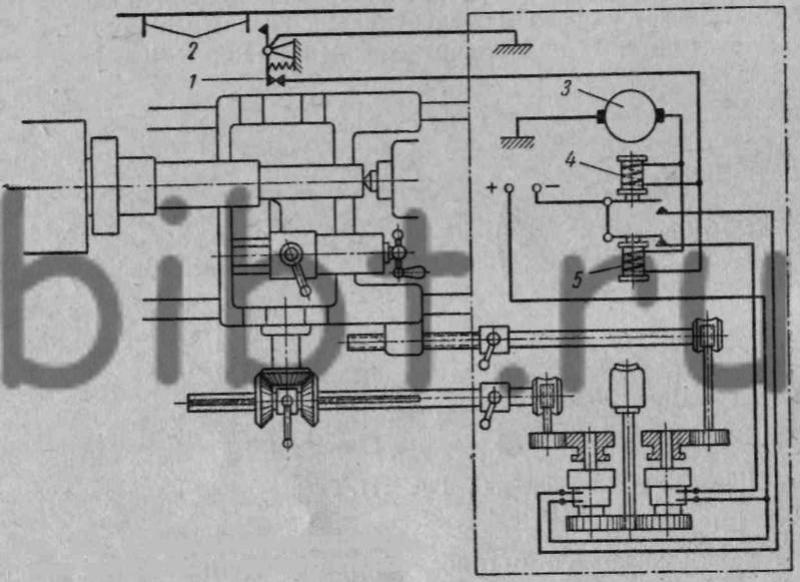
Рис. 212. Схема электрокопировального устройства токарного станка
Принципиальная схема электрокопировального токарного станка показана на рис. 212. В этом случае электроконтактная следящая система связана с суппортом станка. Следящий палец 1 находится в контакте с копиром. Винты поперечной и продольной подач приводятся во вращение электродвигателем 3 через электромагнитные муфты 4 и 5.
Включением и выключением последних управляет следящая система. При замыкании следящим пальцем контакта 2 включается электромагнитная муфта 4 и работает винт продольной подачи. При отжиме копиром следящего пальца контакт 2 размыкается и начинает работать винт поперечной подачи.
Таким образом, получается ступенчатая траектория движения резца в соответствии с заданным профилем обрабатываемой поверхности.
Недостатком этого способа является наличие ступеней на обработанной поверхности. Он применяется главным образом при обработке ступенчатых валов.
Шлифование фасонных поверхностей вращения производят фасонным шлифованием кругами, а при значительной протяженности поверхностей — шлифованием по копиру.