
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Нарезание резьб резцами.
Нарезание резьб может производиться резцами или гребенками на токарно-винторезных станках, однако при значительных программах выпуска такой способ не применяют вследствие его малой производительности и больших затрат на обработку (требуются высококвалифицированные рабочие). Этот способ в основном применяется для обработки ходовых точных, а также нестандартных резьб.
Применение резьбовых гребенок при нарезании крепежных резьб на токарных станках позволяет уменьшить число проходов, которое при нарезании резьбы резцом доходит до 10 и более, и, тем самым, увеличить производительность обработки. Это определяется тем, что резание при применении гребенок происходит на нескольких (трех-четырех) витках резьбы одновременно. Резьбовые гребенки стандартизованы.
Наружные крупные ходовые резьбы нарезают резцами, помещенными на суппорты токарно-винторезных станков, или нарезают вихревым способом. Последний заключается в том, что обработка производится двумя или четырьмя твердосплавными резцами, закрепленными в быстро вращающуюся (до 900 м/мин) резцовую головку, помещенную на токарном или на специальном станке так, что ось ее вращения смещена относительно оси шпинделя станка (рис. 218).
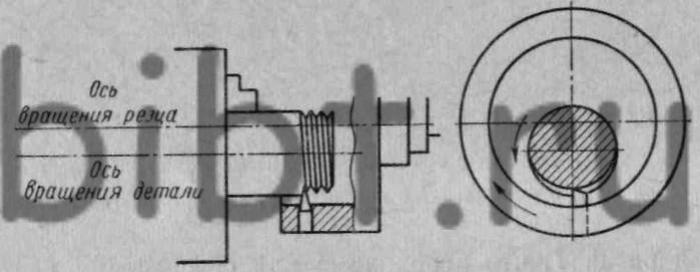
Рис. 218. Схема вихревого нарезания резьбы
При медленном вращении обрабатываемой заготовки (1 мм на 1 оборот державки) каждый из резцов касается периодически обрабатываемой поверхности, снимая при этом стружку в виде запятой. При этом резцовая головка подается вдоль оси шпинделя станка на величину шага резьбы за каждый оборот обрабатываемой детали. При таком способе обработки достигают точности резьб 2-го класса и чистоту обработки до 6-го класса.