
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Обработка шлицевых поверхностей.
Шлицы служат для передачи крутящего момента с охватываемой детали (обычно — вала) на охватывающую ее деталь (например, зубчатое колесо, посаженное на валу). Таким образом, шлицевые соединения подобны многошпоночным.
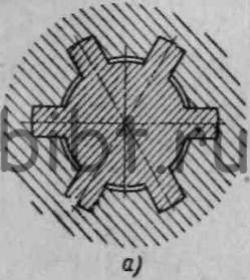
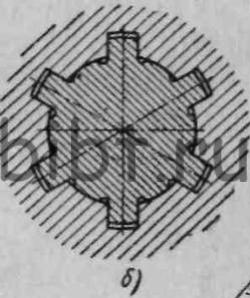
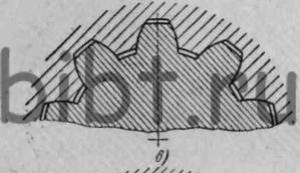
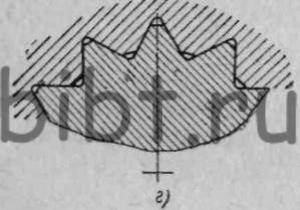
Рис. 231. Виды шлицевых соединений
Шлицы бывают следующих видов:
прямобочные (рис. 231, а и б),
эвольвентные (рис. 231, в)
треугольные (рис. 231, г).
В первых двух центрирование охватывающей поверхности производится по периферии выступов или по дну впадин шлиц. При эвольвентных и треугольных шлицах центрирующими являются боковые поверхности шлиц. Более точное центрирование осуществляется при прямобочных шлицах, которые и применяются чаще, чем другие.
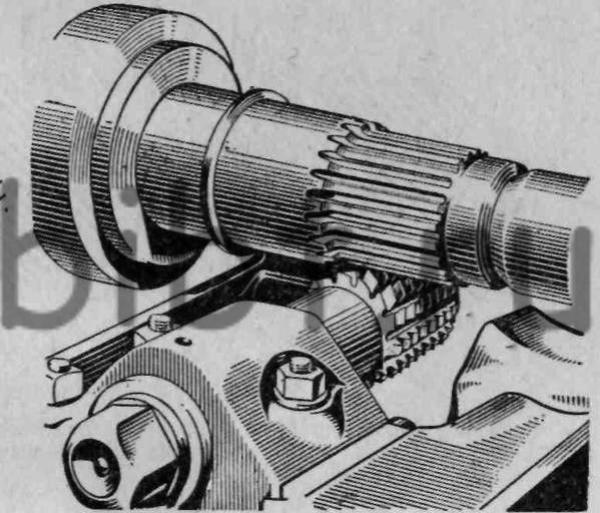
Рис. 232. Схема нарезания шлиц червячной фрезой
Шлицы на валах могут образовываться путем холодного накатывания, осуществляемого на шлиценакатных станках, подобных зубонакатным, или нарезаться фрезерованием дисковыми фрезами или червячными фрезами. Последний способ, выполняемый обычно на шлицефрезерных станках (рис. 232), подобных зубофрезерным, более точный и производительный, чем первый, выполняемый на горизонтально-фрезерных станках с применением делительных головок.
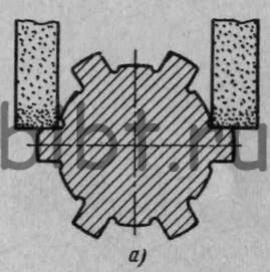
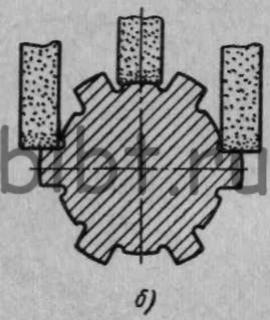
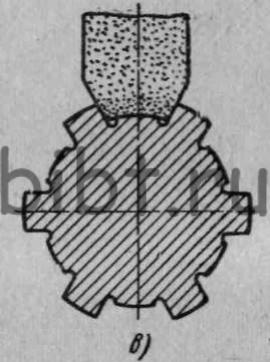
Рис. 233. Способы шлифования шлиц:
а — боковых плоскостей; б — боковых плоскостей и дна впадин тремя кругами; в — то же профильным кругом
Точные шлицы после нарезания шлифуют на особых шлицешлифовальных станках (рис. 233).
Обработка шлиц в отверстиях охватывающих деталей, как правило, производится путем протягивания на горизонтально-протяжных станках. В зависимости от диаметра и длины шлицевого отверстия и материала обрабатываемой заготовки протягивание производят одной или двумя-тремя протяжками.
Несквозные шлицы в отверстиях обрабатывают долблением круглыми долбяками на зубодолбежных станках.