
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Оборудование для термической обработки.
Оборудование термических цехов состоит из нагревательных печей, закалочных устройств (баки, прессы, приспособления), установок для очистки обработанных деталей (пескоструйные установки), правильных устройств, приборов для контроля температуры в печах и ваннах, а также контрольных приборов для проверки качества обработанных деталей.
Термические печи по конструкции подразделяют на печи периодического действия и непрерывного действия: по назначению печи для отжига, нормализации, закалки, отпуска, азотирования, цементации, цианирования; по виду применяемого топлива —на печи, работающие на жидком и газообразном топливе и электрические; по характеру среды в рабочем пространстве: на печи с воздушной средой и продуктами горения, с защитной газовой средой, печи-ванны (соляные, свинцовые, масляные).
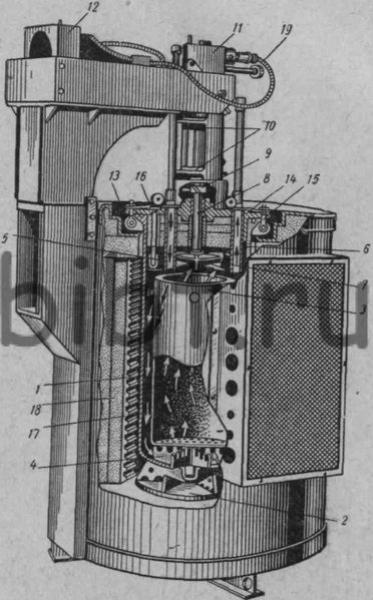
Рис. 38. Шахтная печь для газовой цементации:
1 - муфель реторты; 2 - основание реторты; 3 — приспособление (корзина) для загрузки деталей; 4 — подставка под корзину; 5 — трубка для ввода карбюризатора; 6 — трубка для ввода газа; 7 - вентилятор; 8 — пружина сальника; 9 — нажимная гайка; 10 — шариковые подшипники вала вентилятора; 11 — электродвигатель вентилятора; 12 — электродвигатель для подъема крышки; 13 - болт для крепления крышки, 14 - крышка реторты; 15 - прокладка крышки; 16 - болт-17 - электросопротивление; 19 - кладка печи; 19 -термопара
При единичном и мелкосерийном производствах применяют печи периодического действия — камерные печи с неподвижным подом или с выдвижным подом. Для закалки, цементации, азотирования применяются печи шахтного типа (рис. 38). Недостатком таких печей является трудность обеспечения равномерной температуры по всей высоте печи.
При крупносерийном и массовом производствах широко применяются печи непрерывного действия (печи с вибрирующим подом, конвейерные, а также механизированные печи-ванны).
Печи непрерывного действия часто представляют собой комплексные агрегаты, осуществляющие несколько последовательных термических процессов. На рис. 39 показан агрегат для закалки, промывки и отпуска мелких деталей. Детали 1 автоматически подаются в муфель 3 печи 2. После нагрева они сбрасываются в закалочный бак 4, далее винтовым транспортером 5 выдаются наружу, где автоматическим устройством 10 нагружаются в ковши элеватора 6 отпускной масляной ванны 7. После отпуска детали поступают в моечную машину 8, а из последней — на контрольно-сортировочный автомат 9.
Автоматизация
печей и агрегатов является одним из основных управлении обеспечения
высокого качества термической обработки деталей в машиностроении.
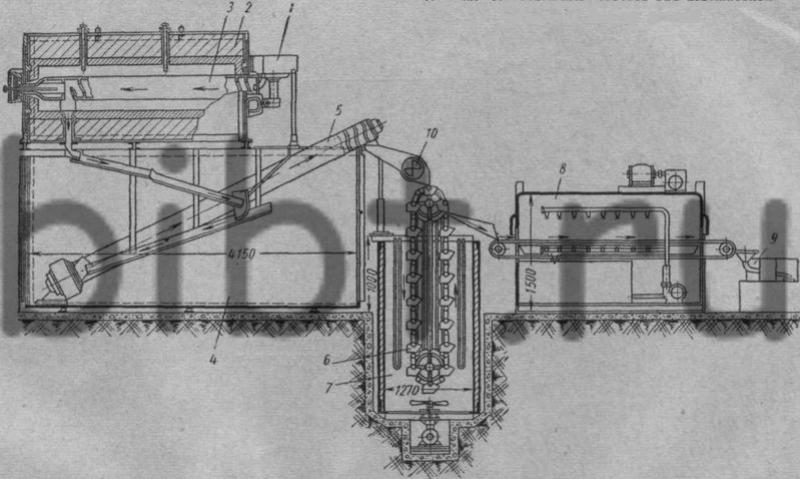
Рис. 39. Непрерывный агрегат для термической обработки мелких деталей