
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Зенкеры. Конструкции зенкеров.
Для повышения производительности и точности при обработке отверстий применяют многолезвийный расточный инструмент - зенкеры.
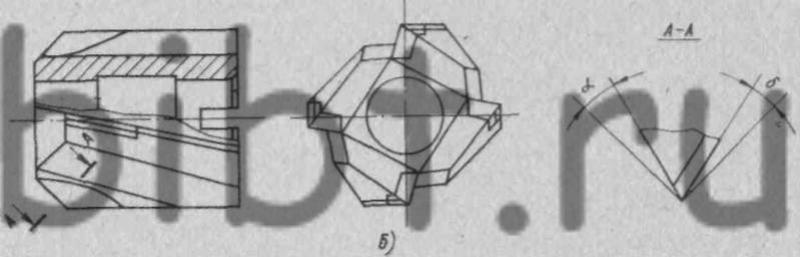
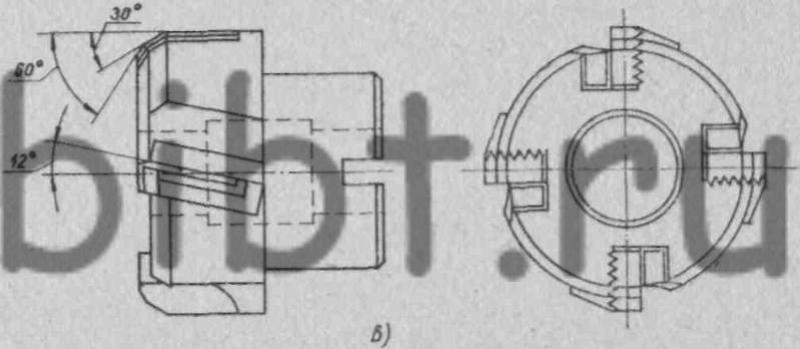
Рис. 34. Зенкеры: а — цельный, б — насадной, в — сборный
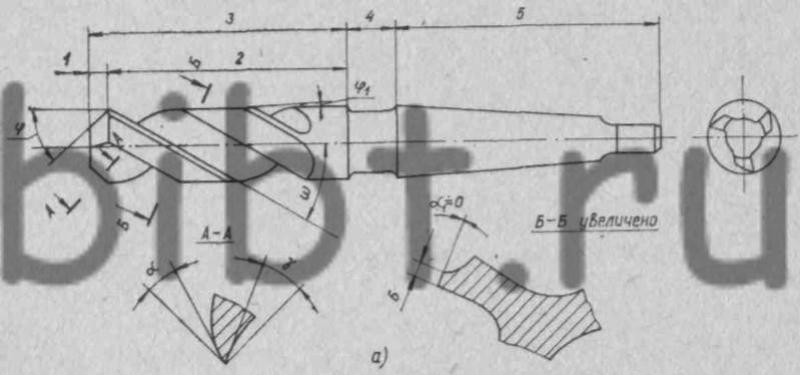
Зенкеры бывают цельные, насадные и сборные (рис. 34, 35). Они предназначены для обработки цилиндрических и конических внутренних поверхностей и торцов. Цельные зенкеры изготовляются диаметром до 32 мм. По внешнему виду они несколько похожи на спиральные сверла, но имеют три винтовые канавки и, следовательно, три режущие кромки, что увеличивает их производительность. Режущая, или заборная, часть 1 выполняет основную работу резания. Калибрующая часть 2 предназначена для калибрования отверстий и придания правильного направления зенкеру. Хвостовик 5 служит для закрепления зенкера в станке.
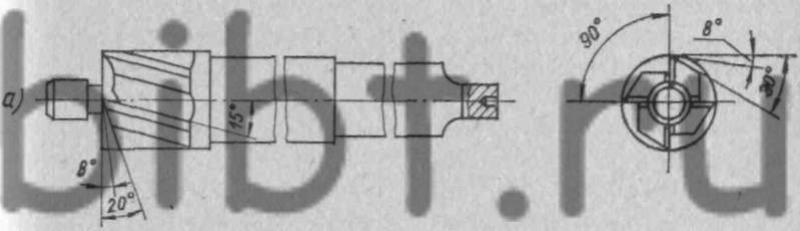
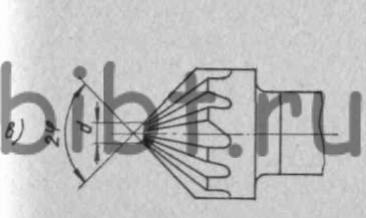
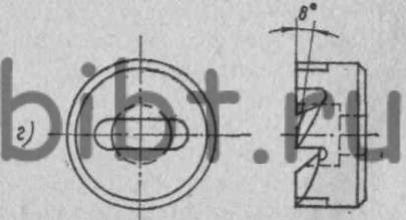
Рис. 35. Конструкции зенкеров а — зенкер для цилиндрических углублений — цековка, б — зенковка, в — коническая зенковка, г — зенкер для зачистки торцовых поверхностей.
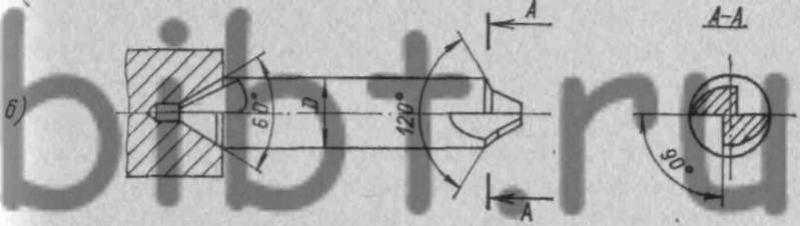
Главный угол в плане φ для зенкеров из быстрорежущей стали равен 45—60°, а для зенкеров твердосплавных — 60—75°.
У зенкеров, изготовляемых из быстрорежущей стали, при обработке стальных деталей передний угол γ = 8—15°, при обработке чугуна — 6—8°, цветных металлов и сплавов — 25—30°.
При обработке чугуна твердосплавным зенкером γ= 5°, стали — 0—5°.
Задний угол α = 8—10°. Угол наклона винтовой канавки ω = 10—25°. Для лучшего направления зенкера в зубьях оставляют цилиндрическую фаску шириной 1,2— 2,8 мм. Насадные зенкеры применяют для обработки отверстий диаметром до 100 мм (рис. 34, б). Эти зенкеры имеют четыре винтовые канавки и, следовательно, четыре режущие кромки. Они не имеют хвостовика и крепятся при помощи оправки, на которую насаживаются отверстием. На рис. 34,б показан зенкер с припаянными пластинками из твердого сплава, в — с механическим креплением ножей, оснащенных пластинками из твердого сплава. Конструкции зенкеров показаны на рис. 35. На рис. 35,а — зенкер для цилиндрических углублений — цековка, б — зенковка, в — коническая зенковка, г — зенкер для зачистки торцовых поверхностей.
Зенкером обрабатывают предварительно просверленные отверстия или отверстия, имеющиеся в отливках или поковках. Припуск на зенкерование отверстий оставляют 0,5—2 мм на сторону в зависимости от диаметра отверстий.