| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Состав технической нормы времени.
Техническая норма времени на выполнение токарной операции складывается из подготовительно-заключительного времени на партию деталей и штучного времени на изготовление одной детали.
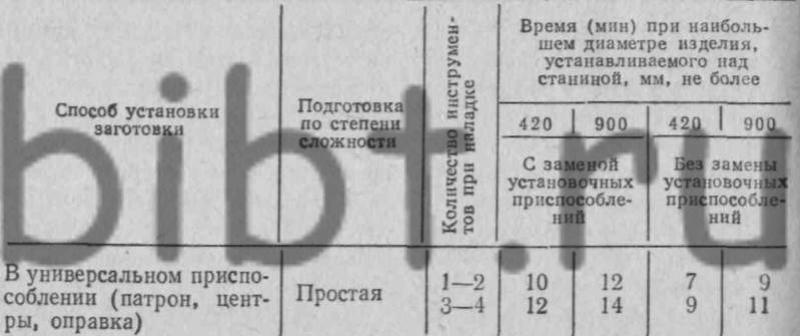
Подготовительно - заключительным Тпз называется время, затрачиваемое рабочим на ознакомление с чертежом; подготовку рабочего места; наладку станка, инструментов, приспособлений для изготовления партии деталей; снятие инструментов и приспособлений; сдачу работы отделу технического контроля. Подготовительно-заключительное время относится ко всей партии деталей и не зависит от количества деталей в партии.
Штучное время Тшт состоит из основного (технологического) времени, вспомогательного времени, времени технического обслуживания рабочего места, времени организационного обслуживания рабочего места, времени перерывов на отдых и личные надобности Тп.
Основным Тосн называется время, на протяжении которого происходит резание. Оно может быть машинным, если вращение заготовки и подача инструмента осуществляются станком, машинно ручным, если вращение осуществляется станком, а подача инструмента ручная, и ручным.
Вспомогательным Твсп называется время, затрачиваемое на выполнение действий, обеспечивающих выполнение основной работы и повторяющихся при обработке каждой' заготовки (установка заготовки, снятие детали, управление станком, перестановка инструмента, измерение и т. д.).
Сумма основного и вспомогательного времени образует оперативно время Топ.
Время технического обслуживания рабочего места Тто — это время, затрачиваемое на замену затупившегося инструмента или поворот неперетачиваемой пластины другой гранью, регулировку и очистку станка в процессе работы.
Время организационного обслуживания рабочего места Тоо— время, расходуемое на раскладку и уборку инструмента в начале и конце смены, на смазку и чистку станка. Сумма времени технического и организационного обслуживания рабочего места составляет время обслуживания рабочего места Тобсл.
Оперативное время и его составляющие исчисляются в минутах, а время обслуживания и время перерывов на отдых и личные надобности — в процентах от оперативного времени.
Основное (машинное) время при токарной обработке рассчитывается по формуле
Тосн = L*i/S*n, мин,
где S — подача инструмента, мм/об; n — число оборотов шпинделя в минуту; L — расчетная длина обработки, мм; i — число проходов.
Расчетная длина обработки определяется по формуле
L=l+y, мм,
где l — длина обрабатываемой поверхности в направлении подачи, мм; y — величина врезания и перебега инструмента, мм.
Вспомогательное время подсчитывается по формуле
Твсп — Тву + Твп, мин,
где Тву — вспомогательное время на установку, крепление заготовки и снятие детали, мин; Твп—вспомогательное время, связанное с переходом, мин. Вспомогательное время зависит от способа установки и крепления заготовки, ее массы и выбирается по таблицам справочника по техническому нормированию.
Время на обслуживание рабочего места и время перерывов на отдых и личные надобности (Тобсл+Тп) в зависимости от типа станка приведено в табл. 38.
Норма штучного времени определяется по формуле
Тшт = Тосн + Твсп + Тобсп + Тп) МИН.
Норма времени на обработку партии одинаковых заготовок рассчитывается по формуле
Т парт = Т шт • m+Tпз, МИН,
где Тшт — норма штучного времени, мин; Тпэ — норма подготовительно-заключительного времени на партию, мин (см. табл. 39); m -число деталей в партии.
Техническую норму времени на изготовление одной детали определяют по формуле
Tвр = Тшт + Тпз/m, мин
Таблица 38 Нормы времени на обслуживание рабочего места и личные надобности
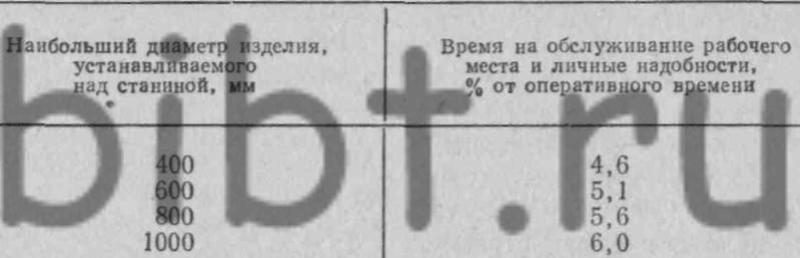
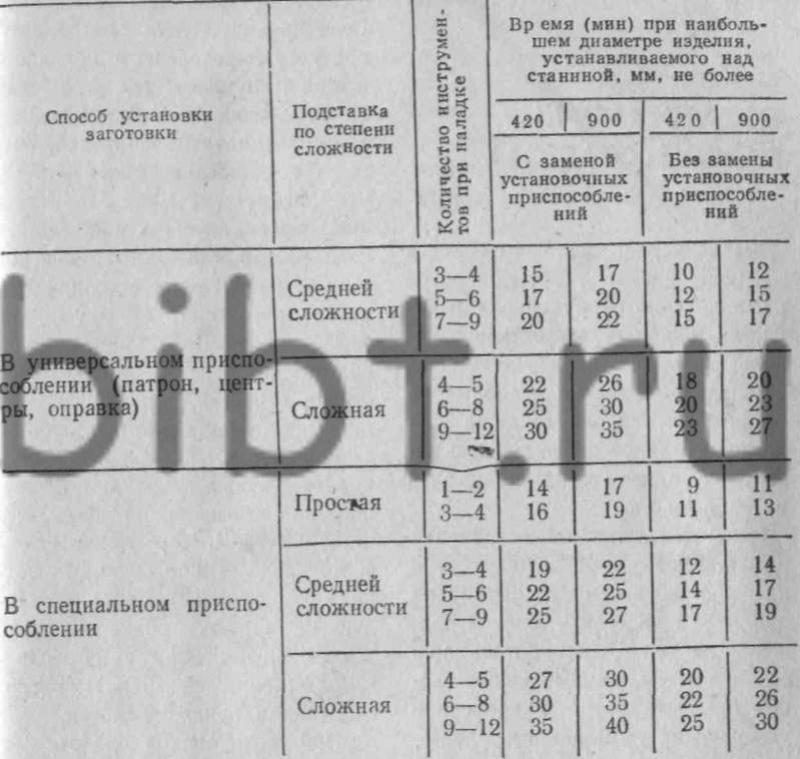
Таблица 39 Нормы подготовительно-заключительного времени