| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ГЛАВА II
ЦАНГИ И УПОРЫ
3. Цанги для подачи и зажатия прутка
В токарных автоматах выдвижение (подача) и зажим прутка производятся при помощи механизма, существенными звеньями которого являются подающие и зажимные цанги.
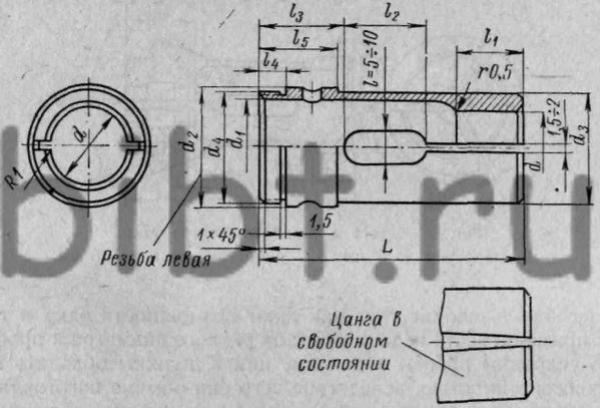
Фиг. 91. Цанга для выдвижения прутка.
Подающая цанга представляет собой разрезную втулку, губки которой при термической обработке находились в сжатом состоянии (фиг. 91). Упругость ее губок должна обеспечивать зажим прутка с силой, достаточной для того, чтобы перемещать его в осевом направлении при раскрытой зажимной цанге. Вместе с тем упругая сила губок подающей цанги не должна быть слишком велика, так как подающая цанга должна проскальзывать по прутку, перемещаясь в исходное положение, в то время как пруток удерживается зажимной цангой.
Подающая цанга и труба подачи имеют резьбовое соединение. Когда пруток зажат зажимной цангой, подающая цанга, двигаясь назад, проскальзывает в исходное положение. Перед подачей зажимная цанга освобождает пруток, и подающая цанга перемещается вместе с ним вперед, захватывая его с силой предварительного натяга цанги.
В последнее время получили применение подающие цанги со сменными вкладышами, которые обеспечивают их более рациональное использование, так как дают возможность одну и ту же цангу применять для подачи прутков разного диаметра и профиля.
По условиям работы подающие цанги должны обладать высокой износостойкостью, вследствие чего они обычно изготовляются из цементируемой стали или из стали с повышенным содержанием легирующих элементов.
Автоматический зажим прутка на токарных автоматах производится при помощи зажимной цанги, помещаемой в переднем конце шпинделя.
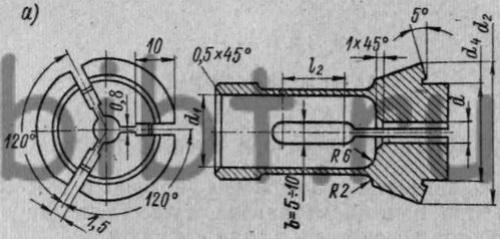
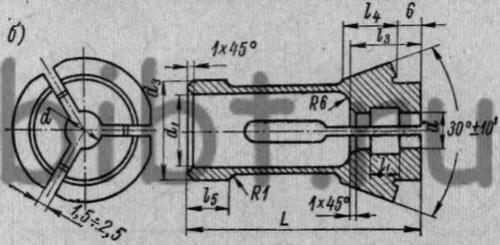
Фиг. 92. Цанга для закрепления прутка: а — диаметром до 5 мм; б — диаметром от 6 до 36 мм.
Существуют различные конструкции зажимных цанг и, соответственно, методы зажима. На револьверных автоматах применение получили цанги с обратным конусом (фиг. 92). Такое крепление прутка обеспечивает большую жесткость, так как осевое усилие резания увеличивает силу зажатия прутка цангой.
Цанга может упираться в шпиндель станка своей передней частью (фиг. 22, в). В этом случае для зажима прутка на цангу находит втулка, к которой необходимо приложить сжимающее усилие. Такое крепление обеспечивает точную подачу прутка, так как в процессе зажима цанга остается неподвижной в осевом направлении, а перемещается втулка.
Основным недостатком указанной схемы крепления прутка является сравнительное увеличение габаритов зажимного механизма.
В зажимных цангах для круглого и шестигранного материала делается три прорези, для квадратного — четыре.
Зажимные цанги обычно изготовляют из сталей У8, 9ХС; после закалки они должны иметь твердость рабочей части RC~ 58—60, а хвостовой — RC ~ 38—50.
В последнее время находят применение цанги с переходными сменными губками, которые крепятся к основному телу цанги винтами. Такие цанги на практике оказываются весьма удобными, так как зажимают губками прутки разных диаметров. Таким образом, комплект цанг для различных диаметров прутков заменяется комплектом губок. Кроме того, улучшаются условия термической обработки цанг, так как сменные губки термически обрабатываются самостоятельно.
Недостатком цанг со сменными губками является сложность конструкции и несколько пониженная жесткость.
Цанги, применяемые для обработки деталей, вызывающих небольшие силы резания, имеют обычно шлифованное отверстие, благодаря чему поверхность прутка в местах зажатия не портится. При больших силах резания для увеличения трения между прутком и цангой зажимную поверхность делают рифленой.
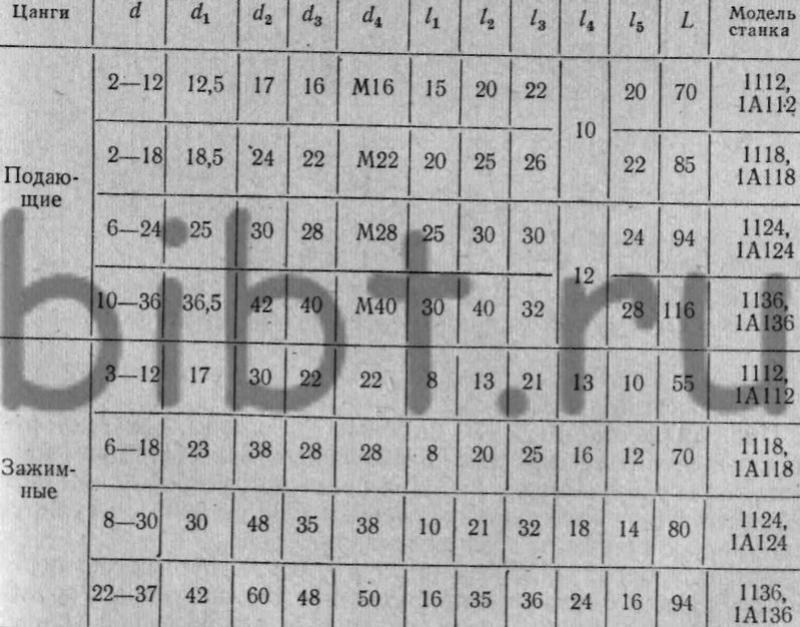
Основные размеры подающих и зажимных цанг, показанных на фиг. 91 и 92, приведены в табл. 35.
Таблица 35 Основные размеры (в мм) подающих и зажимных цанг, применяемых на револьверных автоматах (фиг. 91 и 92)