
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ГЛАВА III
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КРЕПЛЕНИЯ РЕЗЦОВ
5. Державки для проходных радиальных резцов
Державки для закрепления радиальных проходных резцов, устанавливаемые в отверстиях револьверной головки, должны обладать высокой жесткостью, так как резцы, установленные радиально, создают большой изгибающий момент. Это обстоятельство приводит к тому, что радиальными резцами нельзя снимать стружку большого сечения.
Несмотря на указанные особенности, радиальные державки получили широкое применение благодаря малым габаритам и простоте конструкции, а также более удобному выбору геометрических параметров режущей части инструмента.
Радиальные резцы применяются не только для продольного точения, но и для подрезки, снятия фасок и других видов обработки.
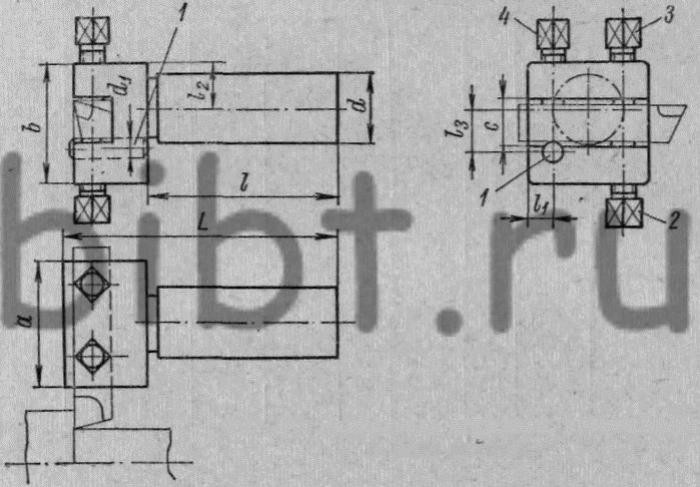
Фиг. 94. Радиальная державка, применяемая в виде вставки.
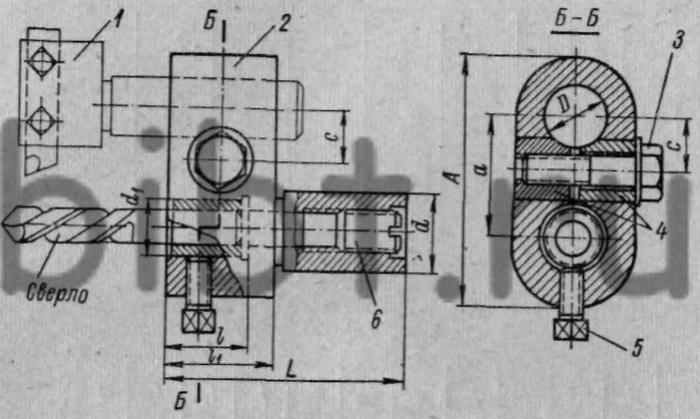
Фиг. 95. Державка для закрепления вставки и сверла:
1 — вставка; 2 — держатель; 3 — винт для закрепления вставки; 4 — зажимные втулки; 5 — винт для закрепления сверла; 6 — регулировочный винт.
На фиг. 94 показана державка для проходного радиального резца. Державка применяется в качестве вставки 1 в специальном держателе 2 (фиг. 95). Хвостовик вставки закрепляется в отверстии корпуса держателя 2 при помощи болта 3 и двух сходящихся втулок 4.
Как видно из фиг. 94, резец, устанавливаемый в державке на постоянную опорную шпильку 1, и регулируемый опорный болт 2 зажимаются болтами 3 и 4. Установка резца не на плоскости, а только на двух опорах не обеспечивает достаточно жесткого его крепления. Однако такое крепление резца дает возможность регулировкой болтов 2 и 3 устанавливать вершину резца по центру обрабатываемой детали. При этом резец поворачивается вокруг оси шпильки 1, вследствие чего меняются его задний и передний углы. По мере стачивания резца и понижения его вершины задний угол постепенно уменьшается, а передний увеличивается. Это заставляет перетачивать резцы с учетом этих изменений, что крайне затруднительно и не всегда достигает цели.
Закрепление резца не непосредственно в державке, а через вставку увеличивает количество мест сопряжений, снижает его жесткость. Вследствие этого рассмотренные державки применяются лишь при снятии стружки небольшого сечения.
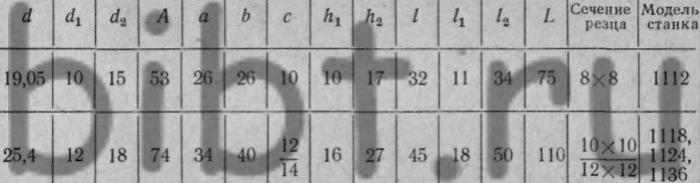
Основные размеры вставок, показанных на фиг. 94, приведены в табл. 37.
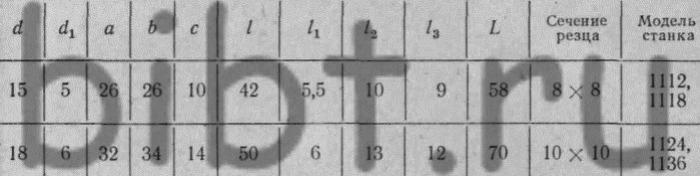
Таблица 37 Основные размеры (в мм) вставок для крепления радиальных проходных резцов в держателях (по фиг. 94)
На фиг. 96 показана державка, у которой радиальный резец закрепляется не во вставке, а непосредственно в корпусе держателя. Такое крепление обеспечивает большую жесткость и позволяет снимать стружку сравнительно большого сечения.
Основные размеры державок, показанных на фиг. 96, приведены в табл. 38.
Фиг. 96. Радиальная державка для закрепления резца и сверла.
Таблица 38 Основные размеры (в мм) державок для радиальных проходных резцов (по фиг. 96)
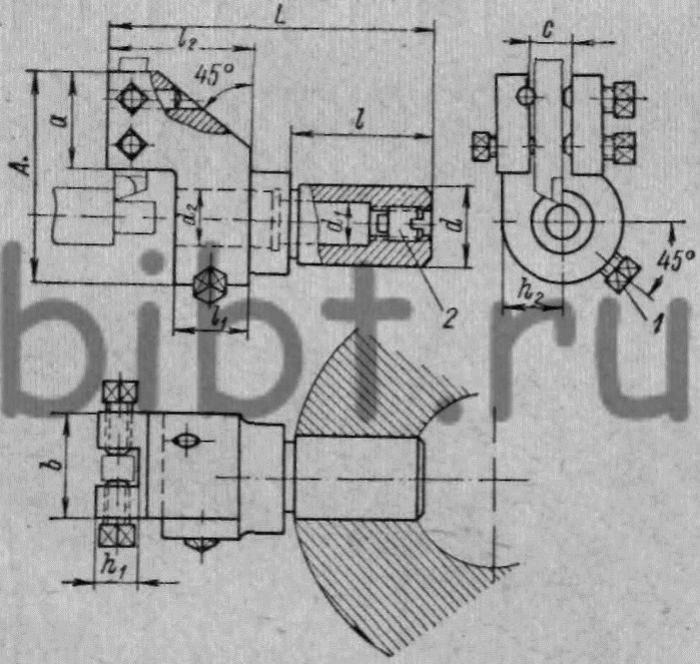
Для наружной обработки длинных деталей небольшого диаметра применяются радиальные державки с направляющими призмами или с направляющими роликами (фиг. 97). Такие державки предотвращают прогиб обрабатываемой детали под действием сил резания и дают возможность снимать стружку сравни, тельно большего сечения.
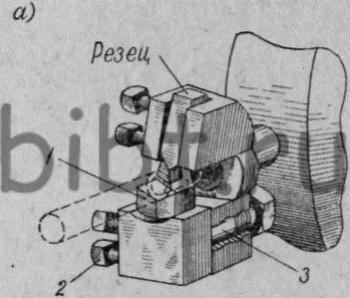
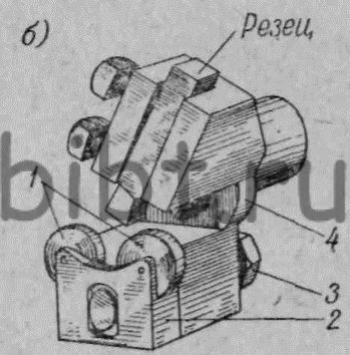
Фиг. 97. Державка для наружной обработки длинных деталей: а — с направляющими призмами; б — с направляющими роликами.
На фиг. 97, а показана державка с направляющей призмой I, крепление которой производится с помощью болта 3 и винтов 2.
Такое крепление несколько неудобно, так как в нем отсутствуют установочные винты, с помощью которых можно производить точную регулировку призм по высоте.
На фиг. 97, б показана державка с направляющими роликами 1, закрепленными в стойке 2, которая соединяется с корпусом державки 4 при помощи болта 3.
Для возможности регулировки роликов по высоте в корпусе державки создаются направляющие, по которым может перемещаться стойка с роликами. В этой конструкции точная регулировка роликов по высоте тоже затруднительна.
Державки с направляющими роликами дают лучшие результаты по точности и чистоте обработки, чем державки с направляющими призмами.
Продольную обработку деталей, у которых длина в восемь и более раз превышает диаметр, необходимо производить при помощи державок с направляющими втулками (фиг. 98). В таких державках обрабатываемый материал пропускается через направляющую втулку 1, расположенную перед резцом 2, закрепляемым винтами 3. Втулка закрепляется в корпусе державки 4 с помощью винта 5. Сменные направляющие втулки дают возможность пропускать детали различного диаметра.
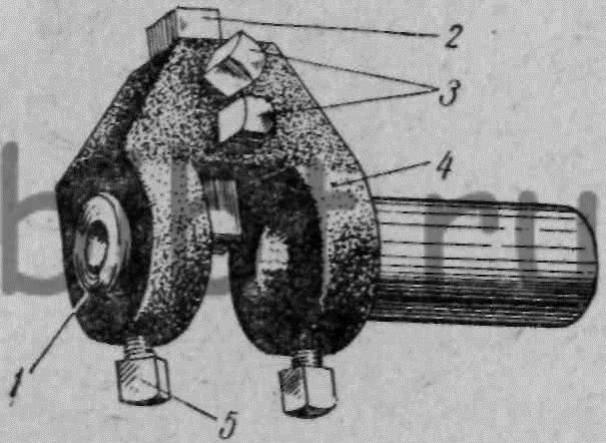
Фиг. 98. Державка с направляющей сменной втулкой.