| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
22. Приспособления для фрезерования пазов (шлицев) на переднем торце детали
Некоторые детали, обрабатываемые на автоматах, имеют на торцовой части пазы, которые рационально обрабатывать, не снимая со станка. Это может быть выполнено с помощью дополнительного приспособления, устанавливаемого в одном из отверстий револьверной головки автомата.
В зависимости от конструкции приспособления, в нем, в качестве режущего инструмента, применяется либо дисковая пазовая фреза, либо плоская ножовка.
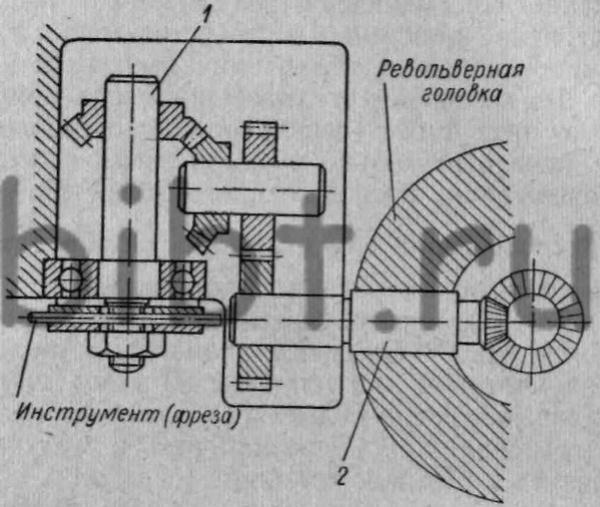
Фиг. 131. Устройство для фрезерования пазов на переднем торце детали при остановленном шпинделе.
На фиг. 131 показано приспособление для фрезерования пазов на переднем торце детали, работающее при остановленном шпинделе автомата. Фреза, установленная на валике 1, расположенном перпендикулярно оси шпинделя автомата, получает вращение от валика приводного устройства 2 ( Приводное устройство соответствует приводному устройству быстросверлильного приспособления фиг. 130 ) через зубчатые колеса.
Недостатком рассмотренного устройства является сравнительная сложность, а также неудобство эксплуатации из-за необходимости остановки шпинделя станка во время фрезерования паза.
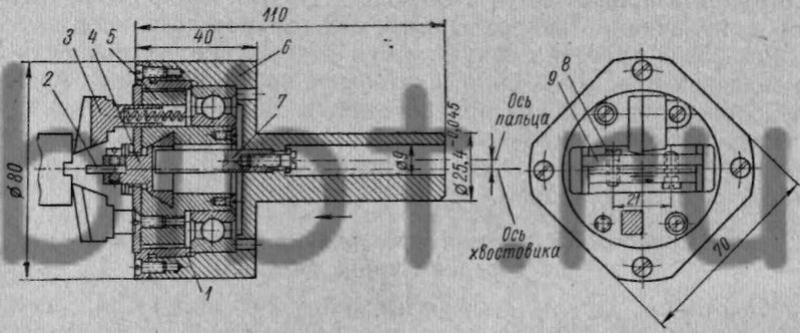
Фиг. 132. Державка с ножовкой для получения пазов на переднем торце детали при вращающемся шпинделе.
На фиг. 132 показано приспособление для обработки пазов на переднем торце детали с помощью плоской ножовки 2, устанавливаемое в револьверной головке и работающее при вращающемся шпинделе автомата.
В корпусе державки 6 через фланец 1 устанавливается втулка 5, в которую по направляющему пазу ходит ползун 4. При продольном перемещении державки вращающаяся деталь, соприкасаясь с упорами 3, увлекает за собой втулку 5 и ползун 4, вращающиеся в шарикоподшипнике. В паз ползуна входит палец 7, ось которого смещена относительно оси хвостовика державки на 3 мм. Ползуне, вращаясь вокруг оси пальца 7, в то же время стремится к вращению вокруг оси хвостовика державки; это вызывает возвратно-поступательное движение ползуна с закрепленной в нем при помощи планки 9 и винта 8 плоской ножовкой.
Ширина паза на детали зависит от толщины применяемой ножовки.
Такие державки удобны в эксплуатации, имеют небольшие габаритные размеры, сравнительно просты в изготовлении и не вызывают дополнительной настройки автомата для остановки шпинделя.
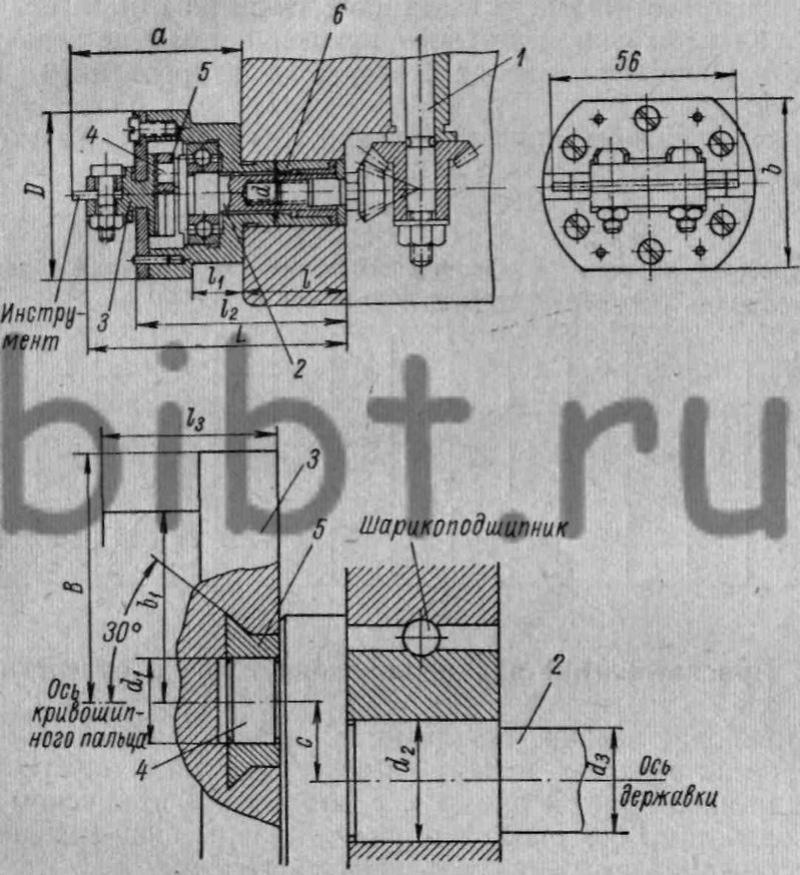
Фиг. 133. Державка с ножовкой для получения пазов на переднем торце детали при остановленном шпинделе.
На фиг. 133 показано устанавливаемое в револьверной головке приспособление для получения пазов на переднем торце детали с помощью плоской ножовки при остановленном шпинделе автомата.
В корпусе державки 6 вращается кривошипный валик 2, который соединяется с ползуном 3 при помощи вкладыша 5 и кривошипного пальца 4. Кривошипный валик получает вращение от приводного валика 1 через конические зубчатые колеса.
Кривошипный палец, ось которого смещена относительно оси хвостовика державки, при своем вращении вызывает возвратно-поступательное перемещение ползуна с закрепленной в нем ножовкой.
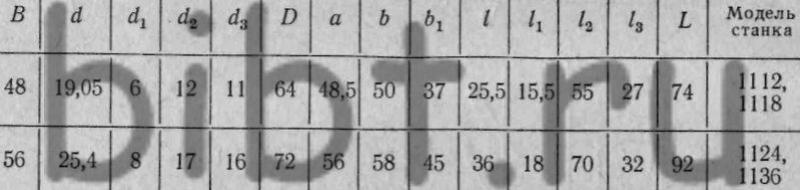
Основные размеры приспособления, показанного на фиг. 133, приведены в табл. 55.
Таблица 55 Основные размеры (в мм) приспособления для обработки пазов на переднем торце детали (по фиг. 133)