
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
5. Цанги для закрепления пруткового материала
Для закрепления
пруткового материала на револьверных станках применяется зажимное
устройство, существенной частью которого является стальная цанга
(фиг. 22). Пружинящие свойства цанга приобретает благодаря ее
продольным прорезям.
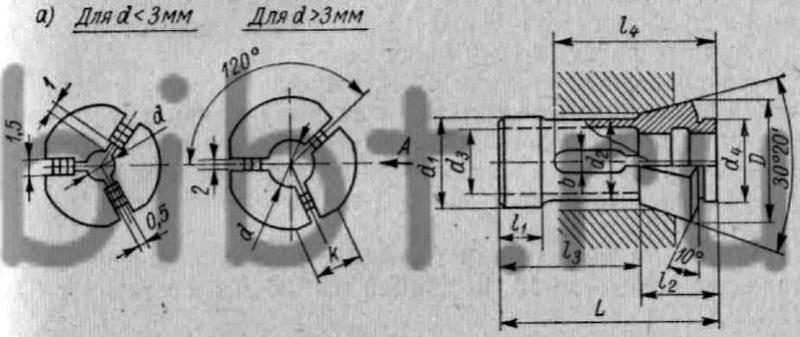
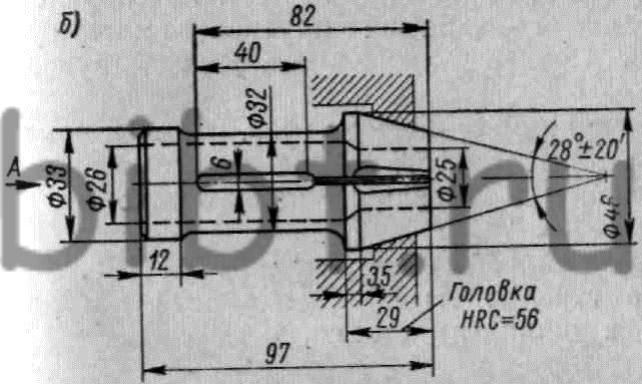
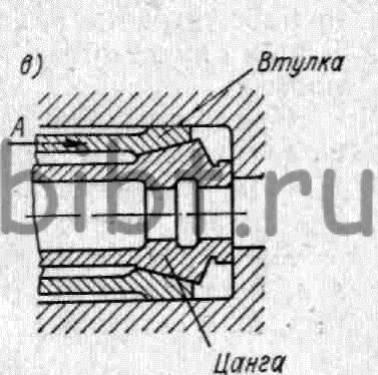
Фиг. 22. Цанги для закрепления деталей:
а — с прямым конусом; б — с обратным конусом; в — с прямым конусом для более точного зажима.
В цангах подобной конструкции могут также закрепляться для обработки детали, изготовленные на других станках. Однако в этом случае не может быть обеспечена высокая центричность и точность.
Детали, поступающие с предыдущих операций, к которым предъявляются высокие требования в отношении центричности и точности, рекомендуется обрабатывать в чугунных цангах, закрепляемых в шпинделе станка или в специальных патронах (планшайбах).
Поверхности, которыми чугунные цанги устанавливаются в шпинделе станка, выполняются в окончательный размер, а посадочные места под детали с припуском для окончательной обработки на месте в соответствии с размерами базовых поверхностей деталей. После износа посадочного диаметра цанги ее протачивают вновь, используя для деталей с близкими большими размерами базовых поверхностей.
Чугунные цанги дают меньший износ посадочных мест в шпинделях, обеспечивают минимальное биение зажатой детали и стоят дешевле стальных.
Недостаток чугунных цанг —меньшая способность пружинить, вследствие чего при зажимах деталей с большими допусками они могут ломаться. Практика применения зажимных чугунных цанг на приборостроительных заводах оправдала себя для всех видов точных работ (2—3-й класс точности).
К револьверным станкам обычно прилагается комплект цанг, дающий возможность зажимать различные по диаметру материалы в пределах прохода шпинделя. Учитывая, что размер отверстия цанг может изменяться в небольших пределах, зажимаемые прутки или отдельные заготовки должны иметь отклонение в диаметре не больше 0,25 мм.
При точном выполнении цанговых патронов биение зажатой детали диаметром до 10 и длиной до 35 мм составляет 0,02— 0,03 мм.
В цангах можно вести обработку не только круглого, но и шестигранного, а также и квадратного пруткового материала. В этом случае отверстие в цанге должно иметь соответствующий профиль.
При применении цанг с прямым конусом (фиг. 22, а), в момент их затяжки (по стрелке А) вследствие трения имеют место продольные перемещения цанги и выталкивание зажатого прутка или детали вперед.
При закреплении детали цангой с обратным конусом (фиг. 22, б) в момент затяжки (по стрелке А) обрабатываемый материал несколько втягивается в шпиндель станка.
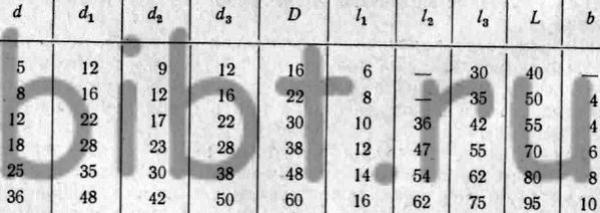
Таблица 7 Основные размеры (в мм) зажимных цанг для револьверных станков (по фиг. 22)
Величина выталкивания или втягивания материала в шпиндель зависит от поверхности зажимаемого материала, его диаметра и т. п.
Если необходимо получить более точные продольные размеры, применяют цанговое зажимное устройство, показанное на фиг. 22, в. При такой схеме зажатия детали цанга в продольном направлении не двигается, а перемещаются (по стрелке А) втулка или труба.
Основные размеры зажимных цанг, показанных на фиг. 22, приведены в табл. 7.