
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
8. Державки для стержневых резцов к револьверным станкам с вертикальной осью вращения головки
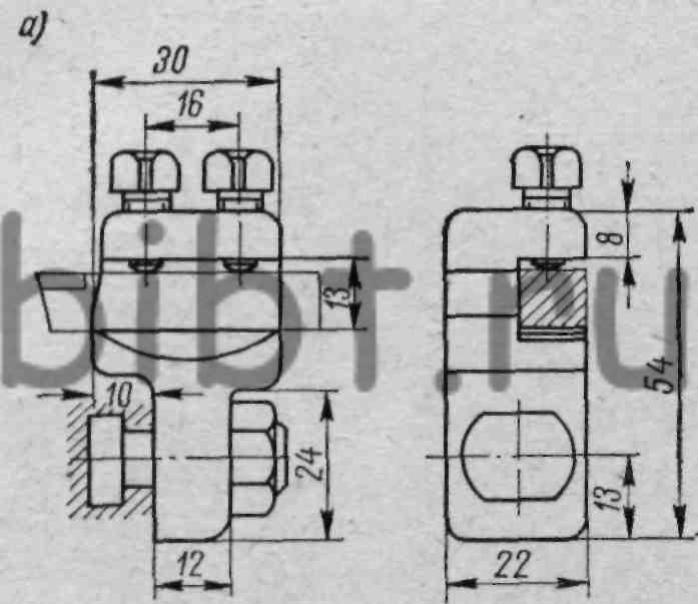
Наиболее простым вспомогательным инструментом для крепления стержневых резцов для наружного и внутреннего точения являются державки в виде солдатиков, применяемые на станках, имеющих револьверные головки с Т-образными пазами.
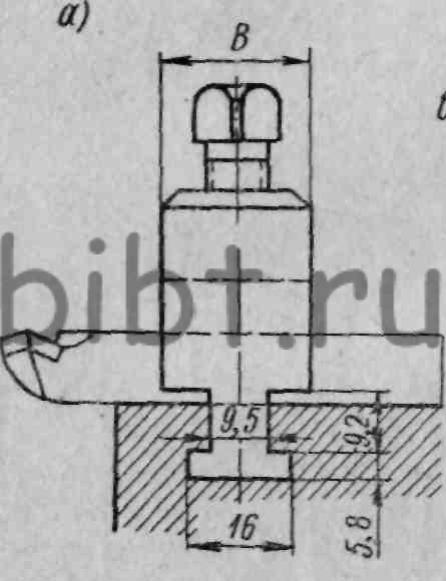
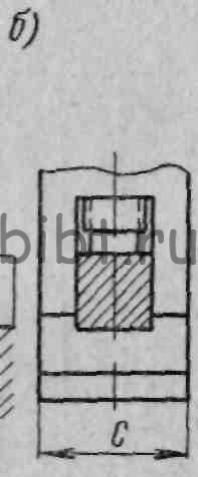
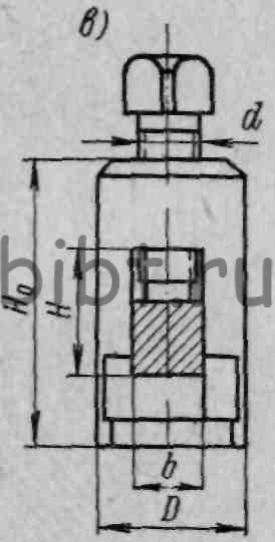
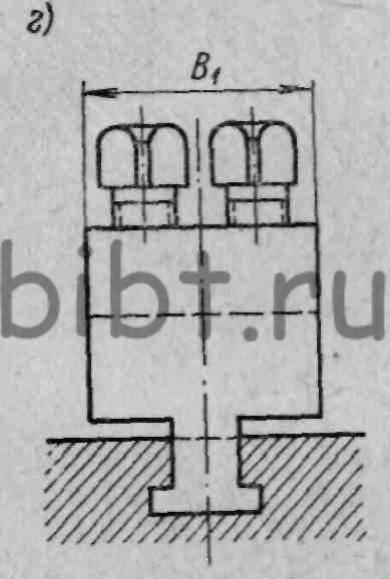
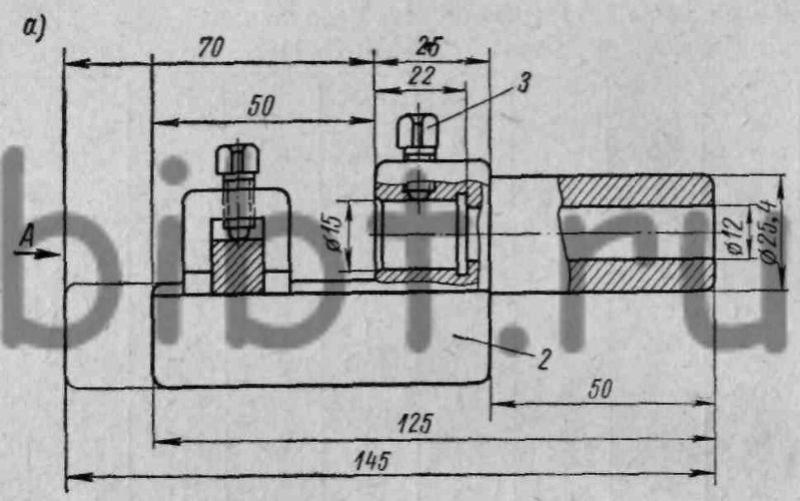
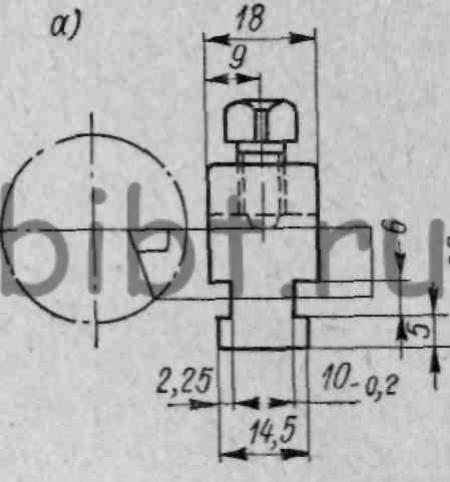
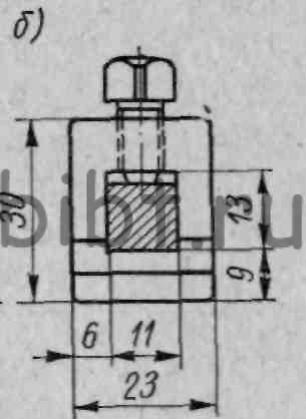
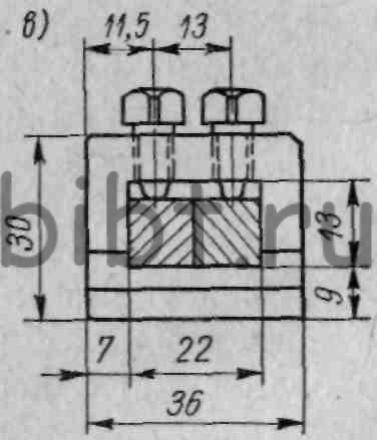
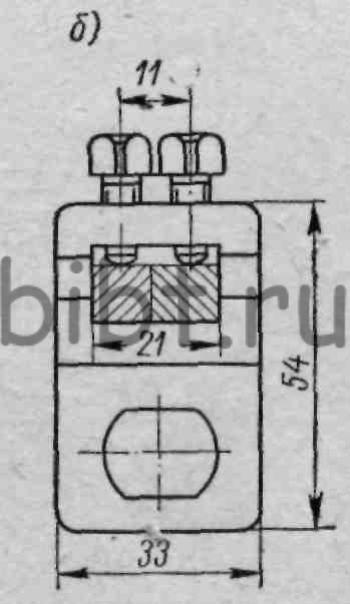
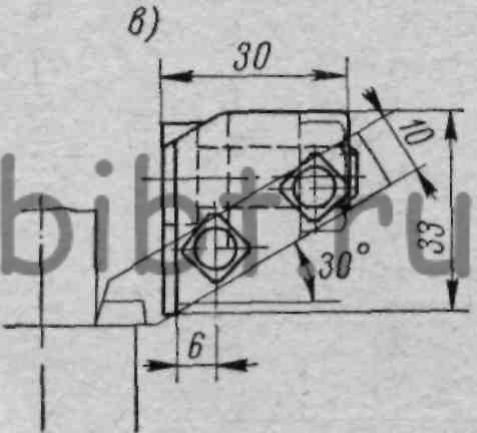
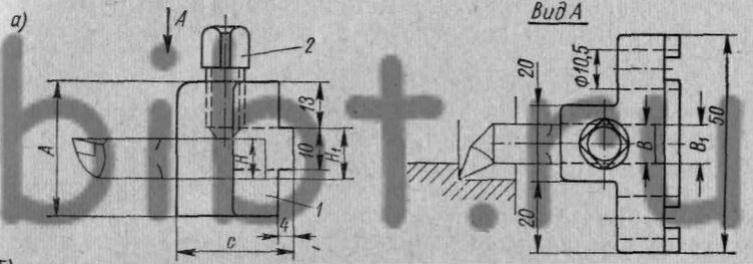
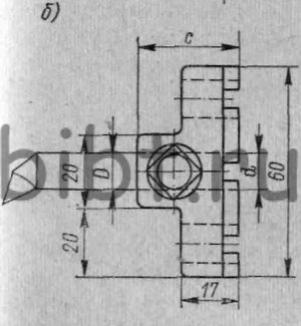
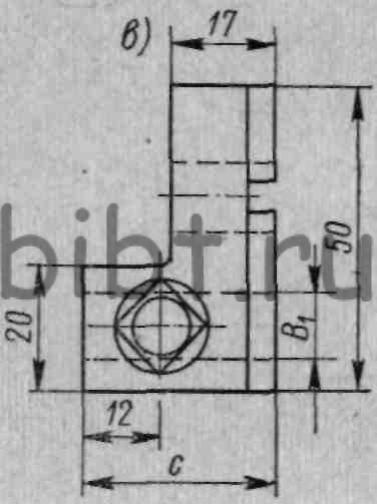
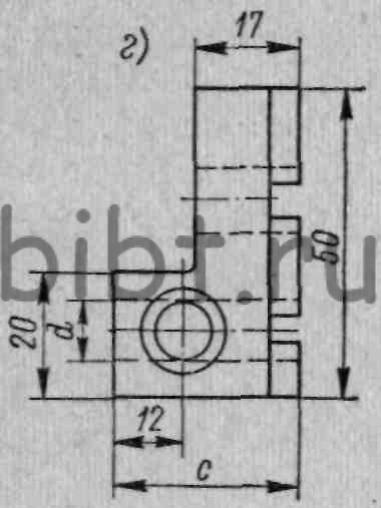
Фиг. 37. Державки, устанавливаемые в головках с Т-образными пазами:
а, б — прямоугольной формы; в — круглой формы; г — с двумя болтами; д — с призмой.
На фиг. 37 показаны различные конструкции державок (солдатиков) для закрепления резцов квадратного и круглого сечений.
Солдатики круглой формы, снабжаемые одним крепежным болтом, просты в изготовлении и применяются для крепления резцов небольшого сечения (до 12 X 12 мм). Солдатики прямоугольной формы обладают большей жесткостью и дают возможность установить два болта для закрепления резца.
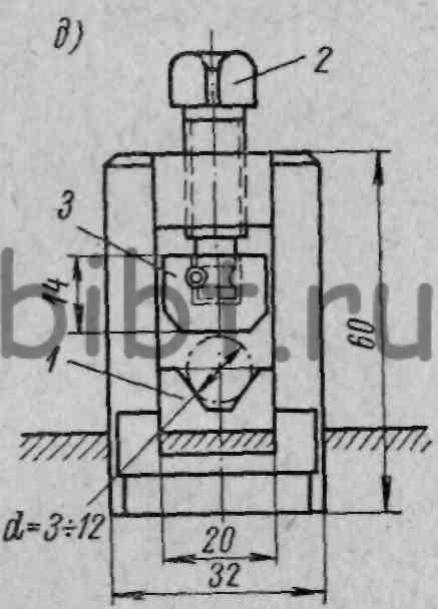
Для закрепления
стержневых резцов круглого сечения и другого инструмента с
цилиндрическим хвостовиком диаметром от 3 до 12 мм, к которому не
предъявляются высокие требования точности, применяются державки,
показанные на фиг. 37, д. Инструмент, устанавливаемый на призме 1,
закрепляется винтом 2 посредством прижима 3. Такое крепление может
применяться только в тех случаях, когда при обработке деталей не
возникают значительные силы резания.
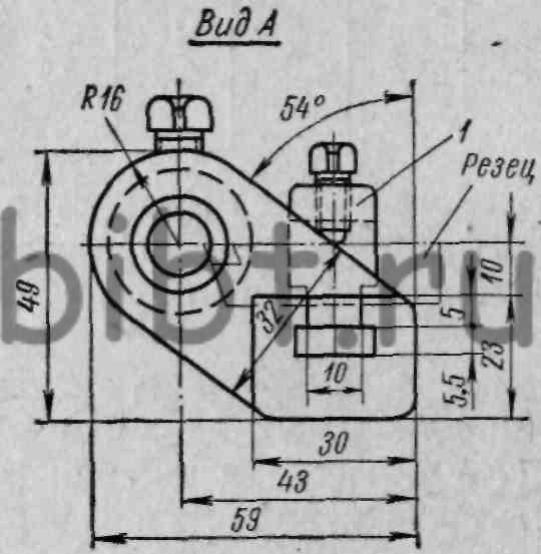
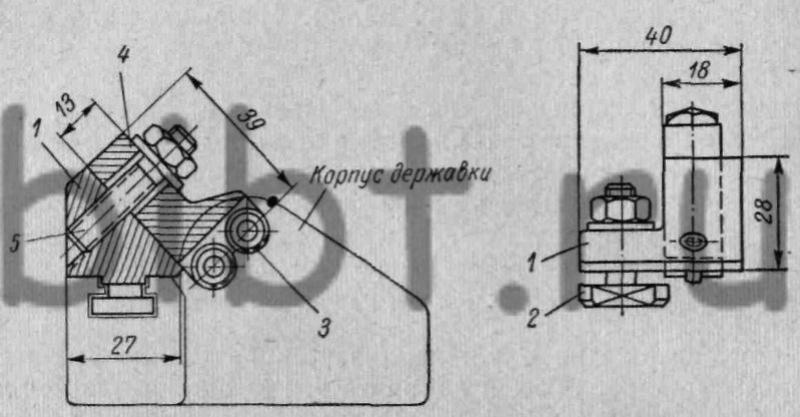
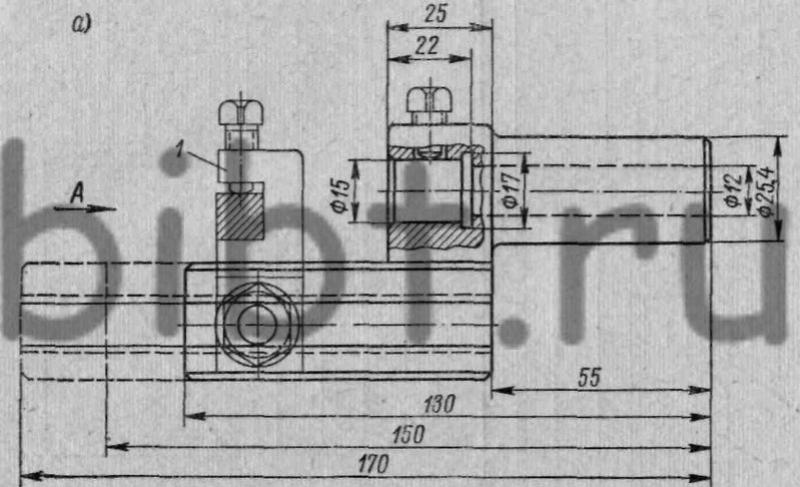
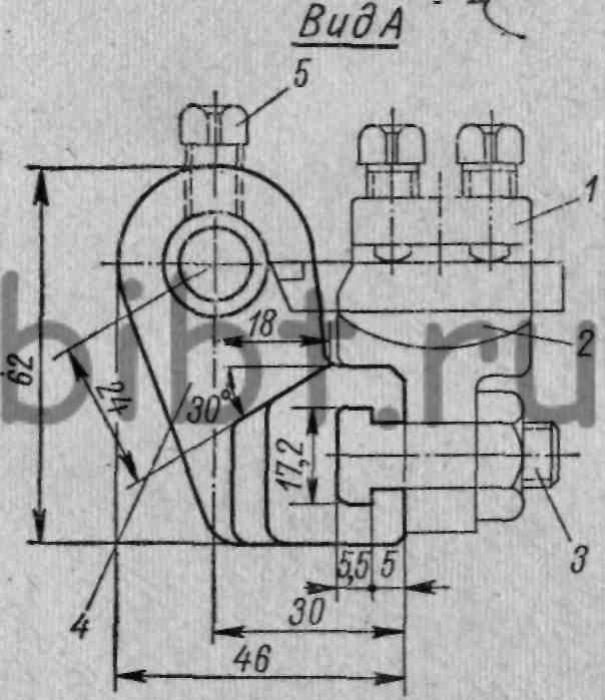
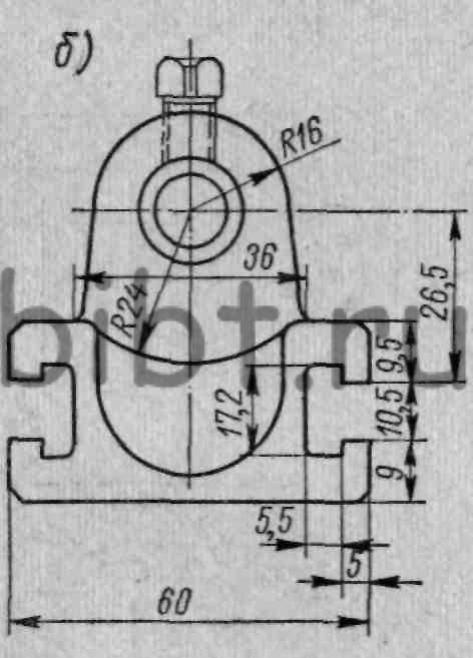
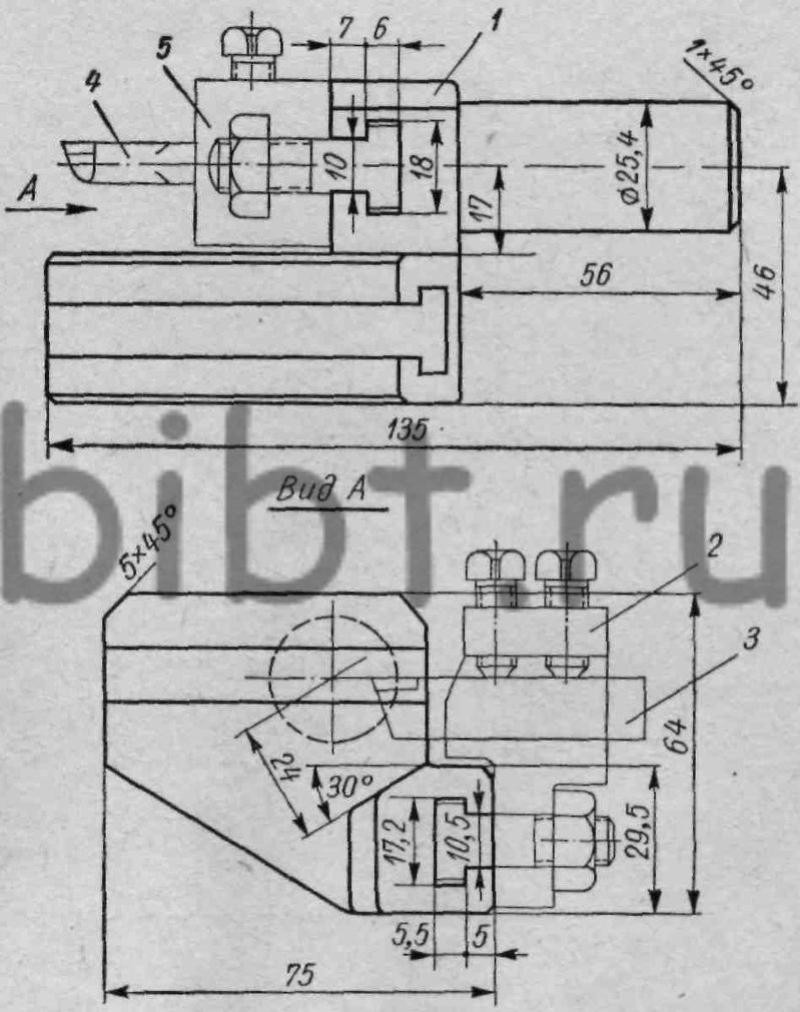
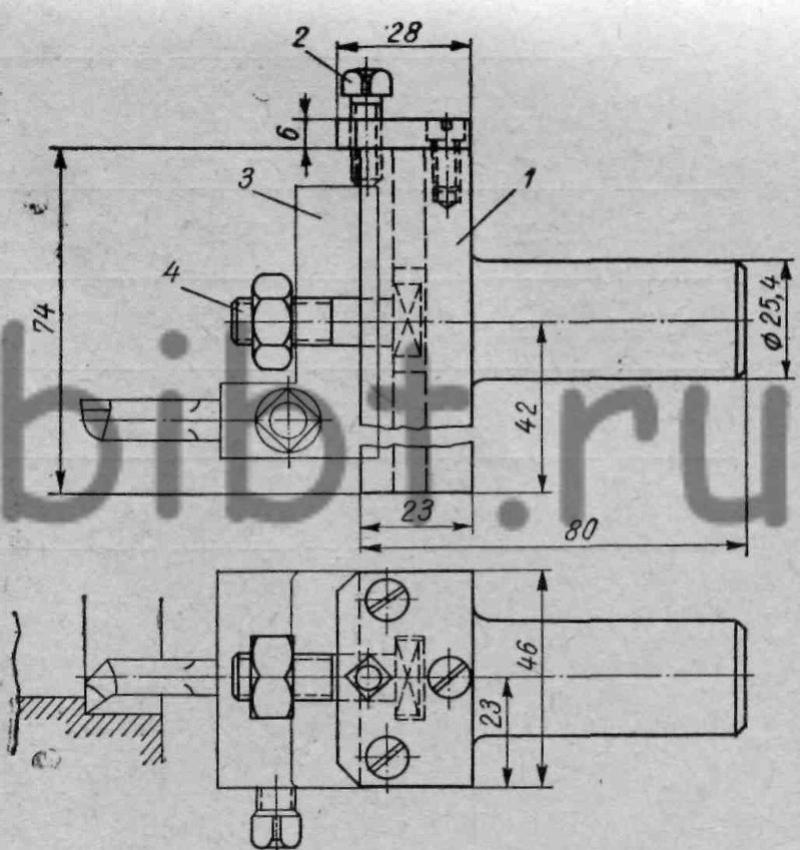
фиг. 38.Регулируемая державка.
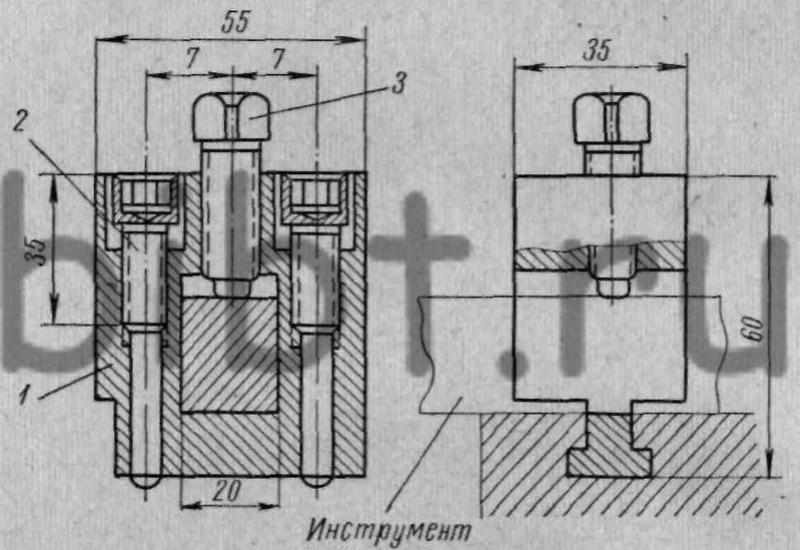
В рассмотренных конструкциях крепление резца в солдатике и самого солдатика на револьверной головке станка производится завертыванием одного крепежного болта. Это затрудняет регулировку резца на размер и не дает возможности производить установку его по высоте.
Более целесообразно пользоваться державками, у которых крепление солдатика в револьверной головке станка не связано с закреплением инструмента (фиг. 38).
В этом случае корпус солдатика 1 закрепляется в револьверной головке двумя винтами 2, с помощью которых можно производить регулировку инструмента по высоте. Резец закрепляется самостоятельно болтом 3.
Для закрепления инструмента с цилиндрическим хвостовиком целесообразно державки, показанные на фиг. 38, снабжать призмой и прижимом аналогично державкам для закрепления инструмента с цилиндрическим хвостовиком (фиг. 37, д).
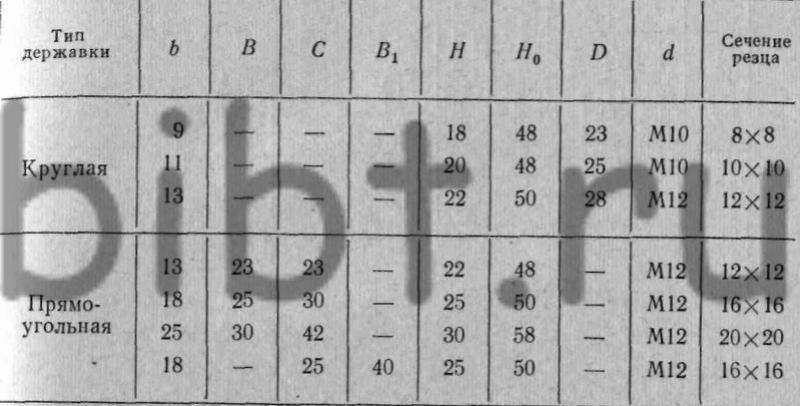
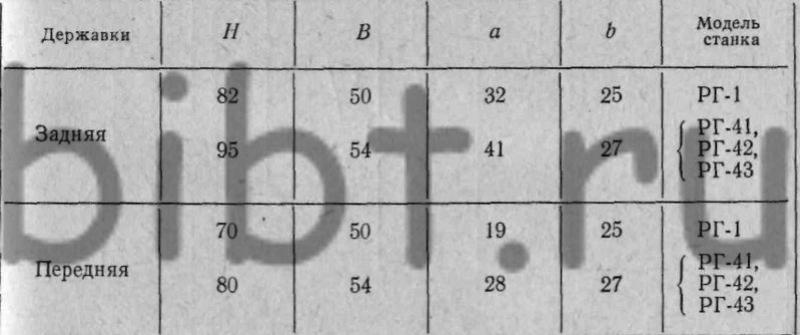
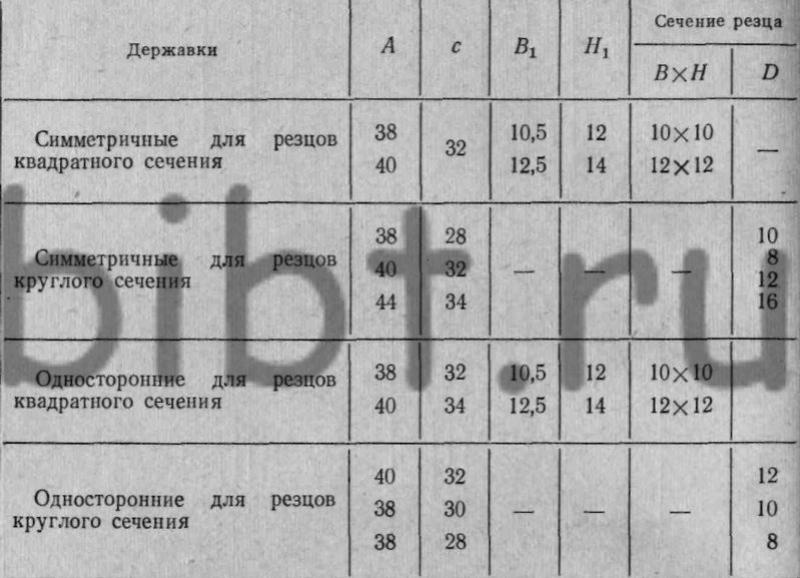
Стержневые резцы, закрепляемые в револьверной головке с Т-образными пазами, при помощи солдатиков, располагаются параллельно оси обрабатываемой детали. Следовательно, длина вылета резца связана с длиной обрабатываемой детали, что ограничивает возможности использования станка при обработке длинных деталей и вызывает необходимость изготовления длинных проходных резцов. Основные размеры державок (солдатиков) приводятся в табл. 14.
Таблица 14 Основные размеры (в мм) державок (солдатиков) для крепления резцов (по фиг. 37)
Большое применение на станках РГ-21 получили односторонние и двухсторонние державки (фиг. 39), в которых стержневые резцы устанавливаются с помощью однорезцовых и двухрезцовых стоек (фиг. 40).
На фиг. 40 показаны однорезцовая и двухрезцовая стойки для прямого крепления резцов, устанавливаемых в односторонних и двухсторонних державках (фиг. 39). Такие державки разрешают при необходимости закреплять стержневой резец и сверло, что дает возможность вести обработку двух поверхностей одновременно.
Для косого крепления резца в зависимости от условий обработки применяются косые однорезцовые стойки, у которых паз для крепления инструмента расположен под углом 60—70°.
Как видно из фиг. 39, а, б, стойка 1 вместе с резцом устанавливается в Т-образный паз корпуса державки 2, по которому она может перемещаться в осевом направлении. Это дает возможность широкого использования державки для различных случаев одновременного точения и сверления. Сверло устанавливается хвостовиком в отверстие корпуса державки 2 непосредственно или через переходные втулки с помощью винта 3.
По сравнению с державками, у которых резец закрепляется непосредственно в корпусе, державки со стойками обладают меньшей жесткостью, но являются более универсальными.
При обработке
недостаточно жестких деталей в державке кроме стойки 1, с
противоположной ей стороны устанавливается стойка 4 с направляющими
роликами 5, которые устраняют прогиб обрабатываемой детали под
действием сил резания (фиг. 39, б).
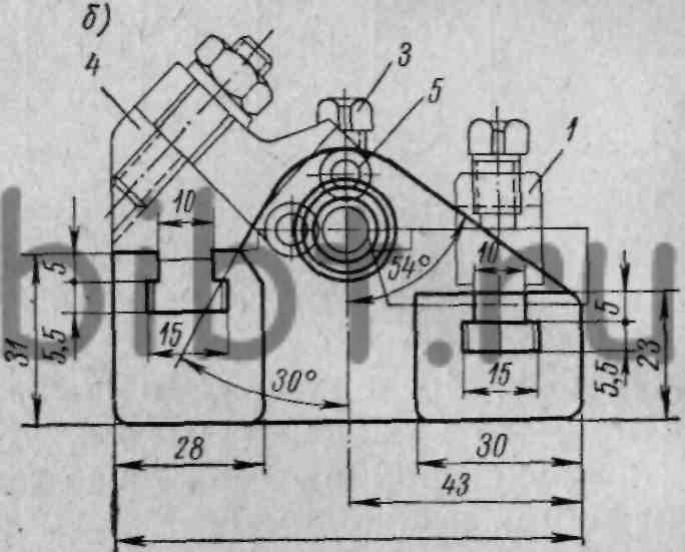
Фиг. 39. Односторонние (а) и двухсторонние (б) державки.
Фиг. 40. Однорезцовые (а, б) и двухрезцовые (в) стойки.
Стойка с направляющими роликами (фиг. 41) при помощи угольника 1 и болта 2 устанавливается в Т-образный паз корпуса двухсторонней державки (фиг. 39, б). Направляющие ролики 3 устанавливаются в держателе 4, который соединяется с угольником 1 шпилькой 5.
Недостаток державок, изображенных на фиг. 39, состоит в том, что закрепление резца и стойки производится одним и тем же винтом, что крайне затрудняет установку резца на размер. Кроме того, такая конструкция не разрешает производить регулировку резца по высоте.
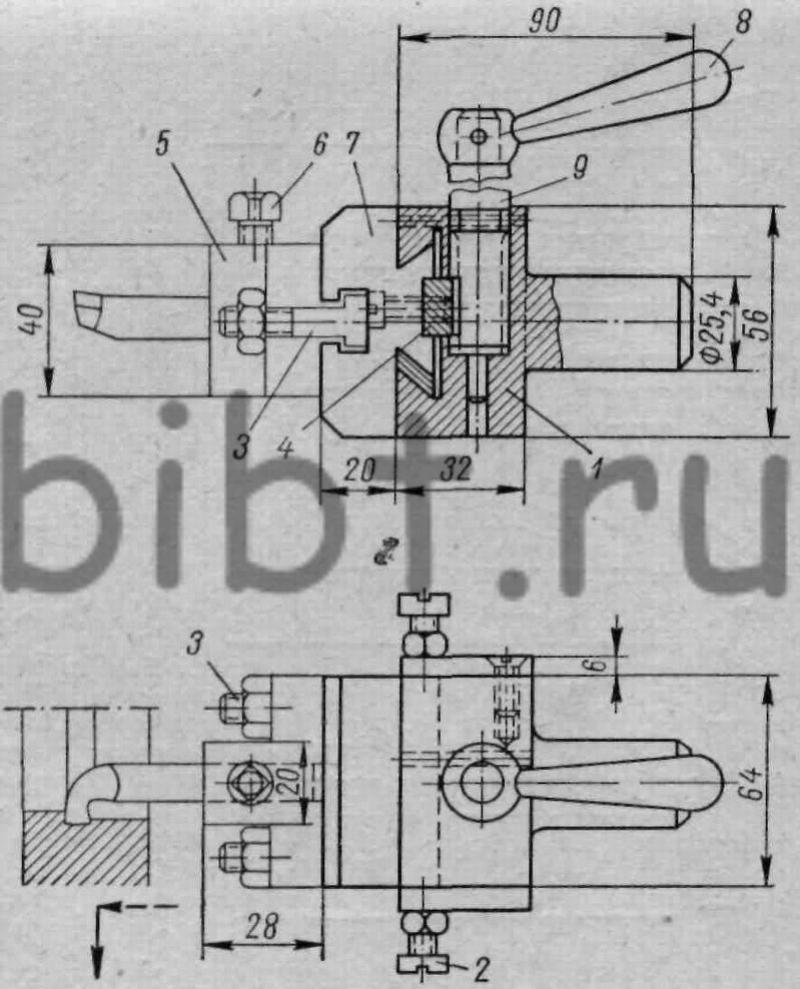
Для крепления стержневых резцов на поперечном суппорте станков РГ применяются регулируемые задние и передние державки (фиг. 42).
Корпус державки 4 устанавливается на станке при помощи Т-образной направляющей 1 и винта 5. Резец закрепляется в корпусе 4 винтами 3. Регулировку резца по высоте производят с помощью винта 6, при вращения которого буртик 7, находясь в соединении с клином 2, перемещает его по наклонному пазу корпуса державки.
Основные размеры державок, показанных на фиг. 42, приведены в табл. 15.
Таблица 15 Основные размеры (в мм) регулируемых державок для крепления стержневых резцов на поперечном суппорте (по фиг. 42)
Фиг. 41. Стоика с направляющими роликами.
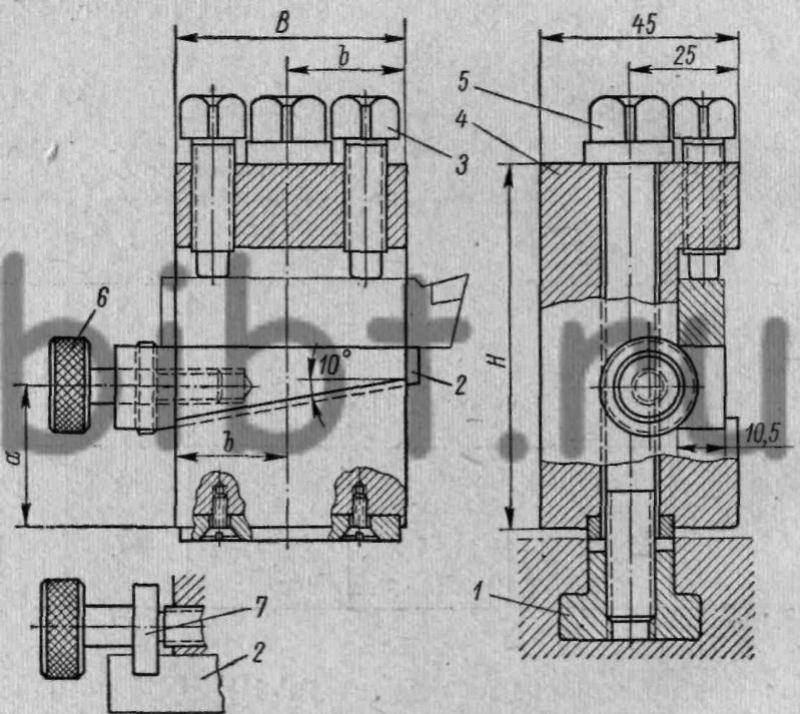
Фиг. 42. Регулируемая задняя державка для поперечного суппорта.
Большое применение на станках РГ-41, РГ-42 и РГ-43 получили односторонние и двухсторонние державки (фиг. 43) для крепления стержневых резцов с помощью однорезцовых и двухрезцовых стоек (фиг. 44).
В отличие от
державок, показанных на фиг. 39, они дают возможность применять более
жесткие стойки и, следовательно, позволяют снимать стружку большего
сечения. Кроме того, в таких державках закрепление резца и стойки
производится самостоятельно, т. е. различными болтами, что упрощает
установку и регулировку резца.
Фиг. 43. Односторонние (а) и двухсторонние (б) державки.
Как видно из фиг. 43, стойка 1 устанавливается в Т-образный паз корпуса державки 4 и закрепляется болтом 3. Стойка может перемещаться в осевом направлении и занимать различное положение по отношению к детали. Такая конструкция дает возможность использовать державку для случаев одновременного точения и сверления. Установка сверла в корпусе державки производится непосредственно или через промежуточные втулки с помощью винта 5. Использование в стойках сегментных подкладок 2 дает возможность производить регулировку вершины резца по высоте, устанавливая ее по центру детали.
Фиг. 44. Стойки:
а — однорезцовые; б — двухрезцовые; в — однорезцовые для косого крепления.
Фиг. 45. Комбинированная державка для обработки наружных и внутренних поверхностей.
Для косого крепления резцов в этих державках применяются однорезцовые стойки (фиг. 44, в).
Сочетание наклонной установки резцов с двухсторонним расположением обеспечивает спокойный процесс резания, что особенно важно при обработке деталей недостаточной жесткости.
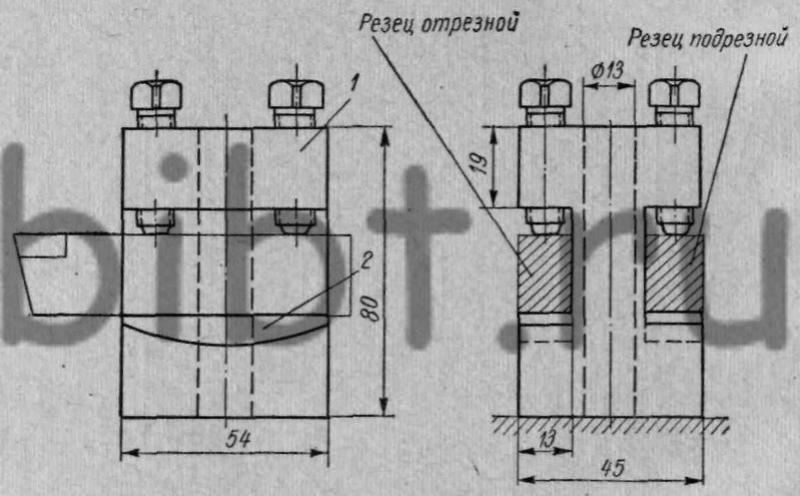
Для одновременной обработки наружных и внутренних поверхностей на станках типа РГ-42 применяют комбинированные державки (фиг. 45).
Фиг. 46. Стойки:
а — симметричные для резцов квадратного сечения;
б — симметричные для резцов круглого сечения;
в — односторонние для резцов квадратного сечения;
г — односторонние для резцов круглого сечения;
1 — корпус стойки; 2 — болт.
В таких державках корпус 1 снабжается двумя Т-образными пазами, в которых устанавливается стойка 2 для закрепления резца наружной обработки 3 и стойка 5 для закрепления расточного резца 4. Применение двух стоек для закрепления резцов различного вида не только обеспечивает более высокую производительность, но и дает возможность повысить точность взаимного положения наружных и внутренних поверхностей детали.
Для крепления стержневых резцов квадратного и круглого сечения на станках типа РГ широкое применение получили стойки, показанные на фиг. 46, которые устанавливаются в специальных суппортах (фиг. 47). В зависимости от конструкции и способа крепления суппорты могут устанавливаться в револьверной головке или на поперечном суппорте.
На фиг. 47 показан суппорт для получения канавок и подрезки торцовых поверхностей. Корпус суппорта 1 с помощью хвостовика устанавливается в револьверной головке станка. Стойка 5, в которой с помощью винта 6 закрепляется резец, соединена направляющим Т-образным винтом 3 с кареткой 7, которая может передвигаться по направляющим в поперечном направлении. Поперечное перемещение каретки 7 осуществляется при помощи рукоятки 8, которая вращает шестеренку 9, сцепляющуюся с зубчатой рейкой 4.
Величина перемещения каретки со стойкой устанавливается и регулируется упорными винтами 2, расположенными с двух сторон. В зависимости от формы обрабатываемой детали упоры используются с одной или с двух сторон.
Суппорты могут быть также использованы для частичного расширения отверстий. В этом случае каретка перемещается сначала в радиальном направлении на определенную величину, которая ограничивается упорными винтами 2, затем продольным продвижением всей револьверной головки производится расточка, и резец обратным перемещением суппорта возвращается в исходное положение. Продольное перемещение револьверной головки ограничивается специальным накидным упором.
Таким образом, конструкция рассмотренных суппортов дает возможность вести обработку в поперечном и продольном направлении, что расширяет технологические возможности револьверных станков с вертикальной осью вращения головки.
При расточке гладких отверстий применяются державки, в которых регулировка взаимного расположения резца и детали производится перемещением стойки с расточным резцом по направляющему пазу корпуса державки 1 (фиг. 48). Перемещение стойки 3 производится вращением винта 2. Закрепление стойки в рабочем положении производится при помощи болта с гайкой 4. Основные размеры стоек для закрепления стержневых резцов квадратного и круглого сечения в суппортах и державках приведены в табл. 16.
Для увеличения жесткости крепления инструмента на станках типа РГ-42 иногда применяются суппорты, которые устанавливаются в револьверную головку станка не с помощью хвостовика, а непосредственно корпусом державки на торцовую плоскость револьверной головки с помощью винтов. В остальном конструкция таких суппортов не отличается от конструкции суппортов с хвостовиками, показанных на фиг. 47.
Для обточки деталей по радиусу применяют суппорты, у которых зубчатая рейка выполнена по радиусу в виде сегмента. В отличие от обычных суппортов (фиг. 47) резец вместе с кареткой 7 перемещается по корпусу державки по дуге, что позволяет обтачивать детали по радиусу.
Фиг. 47. Специальный суппорт со стойкой для крепления резцов для продольной и поперечной обработки деталей.
Фиг. 48. Регулируемая державка.
Таблица 16 Основные размеры (в мм) стоек для крепления стержневых резцов в суппортах и державках (по фиг. 46, 47, 48)
Фиг. 49. Двухсторонняя державка для поперечого суппорта.
С помощью суппортов можно также производить обточку деталей по конусу. В этом случае поворотный суппорт, устанавливается на переднем поперечном суппорте под углом, соответствующим углу конуса у детали.
В отличие от суппортов, устанавливаемых в револьверной головке, суппорты для обточки по конусу снабжаются цилиндрическим основанием, с помощью которого обеспечивается поворот и установка суппорта с резцом под определенным углом. Обточка конуса производится, как в обычных суппортах, ручным поворотом рукоятки 8 (фиг. 47).
Для обработки деталей стержневыми резцами с поперечной подачей на станках типа «Герберт 2S» получили применение простые двухсторонние державки, показанные на фиг. 49. В корпусе 1 державки расположена радиусная подкладка 2, которая дает возможность производить регулировку вершины резца по высоте. Такие державки используются для подрезки торца и прорезки канавок.
При использовании переходных втулок крепление стержневых резцов на станках РГ можно производить с помощью державок, применяемых на револьверных станках с горизонтальной осью вращения головки.