
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 5. Расточные станки
Расточные станки предназначены для растачивания, сверления, зенкерования, нарезания внутренней и наружной резьб, обтачивания цилиндрических поверхностей, подрезки торцов, цилиндрического и торцового фрезерования крупноразмерных заготовок в условиях индивидуального и серийного производства. Иногда на расточных станках можно производить окончательную обработку заготовки корпусной детали без перестановки ее на другие станки.
Отличительной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, совершающего движение осевой подачи. В отверстии шпинделя закрепляется режущий инструмент— борштанга с резцом, сверло, зенкер, развертка, фреза и др.
Перемещения, обеспечивающие установку шпинделя в заданное положение, и движения подачи сообщаются различным узлам расточных станков в зависимости от назначения, размеров станка, а также характера операции. Расточные станки подразделяются на следующие типы (не считая специализированных станков этой группы): горизонтально-расточные универсального исполнения с ЧПУ; координатно-расточные, в том числе с ЧПУ и с инструментальным магазином; алмазно-расточные (отделочно-расточные); вертикально-расточные.
Наибольшее распространение в машиностроении получили горизонтально-расточные станки (универсальные и с ЧПУ). Основными их узлами являются станина, передняя и задняя стойки, шпиндельная бабка, коробка скоростей и подачи, стол.
Стол горизонтально-расточных станков малых размеров имеет сани и салазки, обеспечивающие перемещения в продольном и поперечном направлениях. Механизмы перемещения позволяют сообщать столу как медленное движение со скоростью рабочей подачи, так и быстрое установочное движение и ручное перемещение. Поворотный стол имеет четыре фиксированные позиции через 90°. Механизм поворота предусматривает механический и ручной поворот стола, его фиксацию и закрепление. Нефиксированные, промежуточные положения стола определяются по круговой шкале.
Столы тяжелых горизонтально-расточных станков перемещаются в одном направлении непосредственно по направляющим станины с помощью червячно-реечных передач. Для привода перемещения столов используются регулируемые электродвигатели постоянного тока.
Литая коробчатой формы задняя стойка имеет вертикальные направляющие, по которым может перемещаться люнет, поддерживающий борштангу с инструментами.
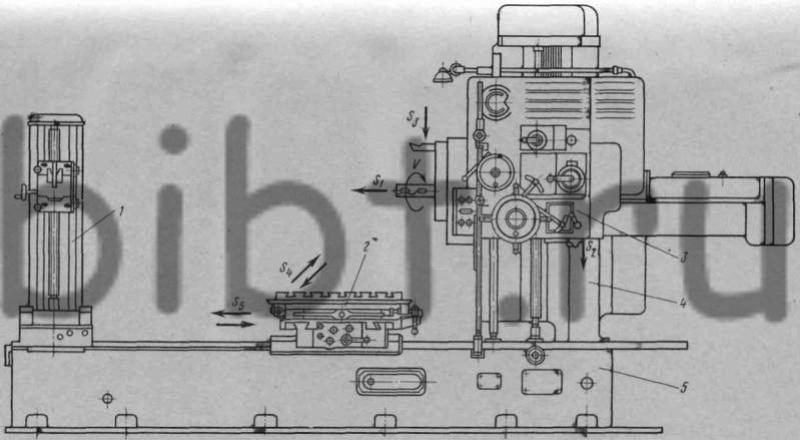
Рис. 7. Конструктивная схема горизонтально-расточного станка малого размера:1 — задняя стойка, 2 — стол, 3 — шпиндельная бабка, 4 — передняя стойка, 5 — cтанина
Основным размером, характеризующим горизонтально-расточной станок, является диаметр выдвижного горизонтально расположенного шпинделя, несущего инструмент.
Горизонтально-расточные станки малых размеров (с диаметром расточного шпинделя 50—125 мм) имеют следующие основные узлы: станину 5 (рис. 7), переднюю стойку 4, шпиндельную бабку 3, стол 2,заднюю стойку 1 с люнетом.
Главным движением станка является вращение шпинделя. Движение подачи сообщается либо инструменту, либо заготовке, в зависимости от характера обработки. В первом случае движением подачи является осевое перемещение s1 шпинделя или вертикальное перемещение s2 шпиндельной бабки, или радиальное перемещение s3 резцовой головки по планшайбе. Во втором случае — перемещение стола в одном из двух взаимно перпендикулярных направлений s4 и s5.
Вспомогательными движениями в этих станках являются установочные перемещения шпиндельной бабки в вертикальном направлении, стола по двум координатам, задней стойки с люнетом и самого люнета; переключение скоростей подач и т. д.
Станки средних размеров с диаметром шпинделя 100—200 мм имеют те же узлы, что и станки малых размеров. Стол этих станков перемещается лишь в одном направлении — продольном или поперечном. Передняя и задняя стойки могут перемещаться по направляющим станины в продольном или поперечном направлении.
Тяжелые расточные станки (с диаметром шпинделя 125—320 мм) не имеют стола, заготовку устанавливают непосредственно на станине.
В тяжелых горизонтально-расточных станках наиболее универсального исполнения передняя стойка перемещается в поперечном направлении по направляющим станины, в продольном — по промежуточным саням, имеющим направляющие. Движение стойки может производиться со скоростью рабочих подач (при фрезеровании) и со скоростью установочных перемещений. Задняя стойка перемещается лишь в поперечном направлении.
Для привода шпинделя и привода подачи используются электродвигатели переменного или постоянного тока, расположенные непосредственно на шпиндельной бабке. В станках малых размеров для перемещения стола, шпиндельной бабки и задней стойки имеются отдельный электродвигатель и отдельная коробка передач.