
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Последовательность монтажа пресса усилием 500 тс
Перед монтажом следует проверить комплектность машин, удалить консервирующую смазку и проверить поузловую ревизию пресса. Пресс монтируют в следующей последовательности (рис. 79): сначала устанавливают основание (стол), затем маркетные подушки, стояки, ползун, траверсу в сборе с приводом муфты и тормоза, уравновешиватель ползуна. Для монтажа основания (стола) использован мостовой кран. Строповка стола должна быть симметричной относительно его центра тяжести.
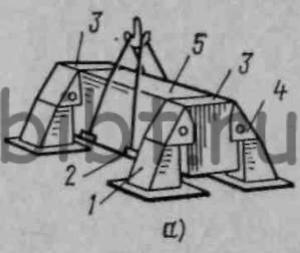
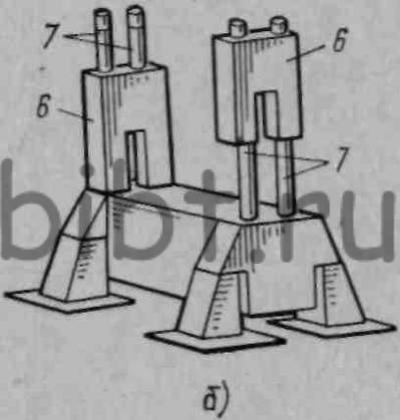
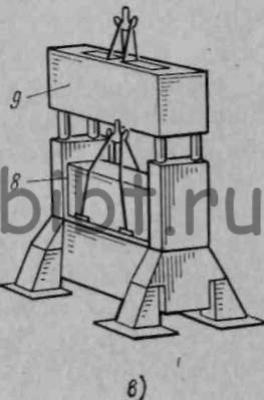
Рис. 79. Последовательность монтажа пресса усилием 500 тс (4,9 МН):
а —монтаж основания (стола), б —монтаж стоек, в—монтаж ползуна и верхней поперечины; 1 — опора, 2 — подкладка, 3— привалочная поверхность под стойку, 4 — опорная поверхность основания, 5 — основание, 6 — стойки, 7 — шпильки, 8— ползун, 9 — верхняя траверса (головка) пресса
Под стропы в места их контакта с острыми гранями стола необходимо подложить прокладки. Стол устанавливают на фундамент, выверяют в горизонтальной плоскости при помощи линейки и уровня в продольном, поперечном направлениях и по диагонали. Отклонение от горизонтальности не должно превышать 0,1 мм на длине 1000 мм. Выверив стол, затягивают фундаментные болты и под лапы основания подливают цементный раствор. После затвердения раствора в окнах стола устанавливают подушки, проверяют щупом зазоры между трущимися поверхностями стола и подушек и устанавливают подштамповую плиту.
Монтаж, стоек ведут в сборке со стяжными болтами. При выполнении этой операции необходимо следить за тем, чтобы чалочные тросы располагались симметрично относительно центра тяжести; на концы болтов должны быть надеты металлические стаканы для предохранения резьбы. Перед установкой следует тщательно проверить опорные поверхности стоек и привалочные поверхности основания (стола), так как наличие грязи, забоин и посторонних предметов может привести к неточной установке стоек на стол пресса (прилегание стойки к столу проверяют шупом). Для облегчения накручивания гаек на нижние концы шпилек применяют приспособление, состоящее из тележки с подъемной платформой и поворотным столом.
При монтаже ползун следует осторожно опускать между стойками на деревянные подставки, уложенные на подштамповую плиту стола. Перед установкой верхней траверсы следует выверить расположение строповочных тросов относительно ее центра тяжести, а также состояние привалочных поверхностей и шпоночных пазов. Установив верхнюю траверсу и проверив ее крепление к стойкам, следует затянуть гайки. Плотность прилегания торцов гаек к опорным поверхностям должна быть такой, чтобы между ними не проходил щуп толщиной 0,05 мм. Стяжные болты, предварительно нагретые электронагревателями, затягивают гайками, поворачивая их на угол 392°, что соответствует 4,35 мм осевого перемещения гайки. Затяжку гаек производят последовательно (по диагонали), чтобы обеспечить равномерность затяжки резьбового соединения.
Далее соединяют ползун с нижними головками шатунов, проверяя при этом индикатором и контрольным угольником параллельность нижней плоскости ползуна плоскости стола. Если параллельность нижней плоскости ползуна и перпендикулярность хода не выдержаны, отклонение от параллельности более 0,1 мм, от перпендикулярности более 0,3 мм на длине 1000 мм, то производят регулировку каждого винта ползуна путем поворота муфты вручную, соединяющей червяк регулировочного винта с конической передачей привода.
Ползун, предварительно проверив зазоры в его направляющих, соединяют со штоками уравновешивателей и монтируют муфту и тормоз. При монтаже муфты необходимо следить за правильным расположением дисков: накерненные зубья венца должны совпадать с накерненными впадинами зуба дисков. Фланец муфты необходимо собирать с венцом также по пометкам, нанесенным на их ободах. Ведущие диски необходимо вставлять в венец в следующем порядке: диск с четырьмя резьбовыми отверстиями под шпильки пружин, диск с четырьмя резьбовыми отверстиями под шпильки пружин и четырьмя отверстиями для прохода шпилек от первого диска.
Перед пробным пуском пресса проверяют надежность крепления всех разъемных соединений; верхний и нижний пределы регулировки ползуна (при регулировке ползуна давление воздуха в уравновешивателях должно быть не ниже 4,5 кгс/см2, или 441,3 кПа), натяжку клиновых ремней главного привода; испытывают воздухопровод, привод и редуктор механизма регулировки ползунов. Направление вращения двигателя должно соответствовать указанию стрелки на маховике и командо-аппарате. Пробный пуск пресса должен выполняться на наладочном режиме «Толчок». Затем испытывают пресс на холостом ходу и под нагрузкой.