
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>ГЛАВА I ОСНОВНЫЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ
§ 1. Назначение и классификация металлорежущего оборудования
Основные виды поверхностей, обрабатываемых на металлорежущих станках.
Металлорежущие
станки предназначены для обработки резанием различных поверхностей
деталей машин: наружных и внутренних поверхностей вращения, плоских,
фасонных, винтовых и других.
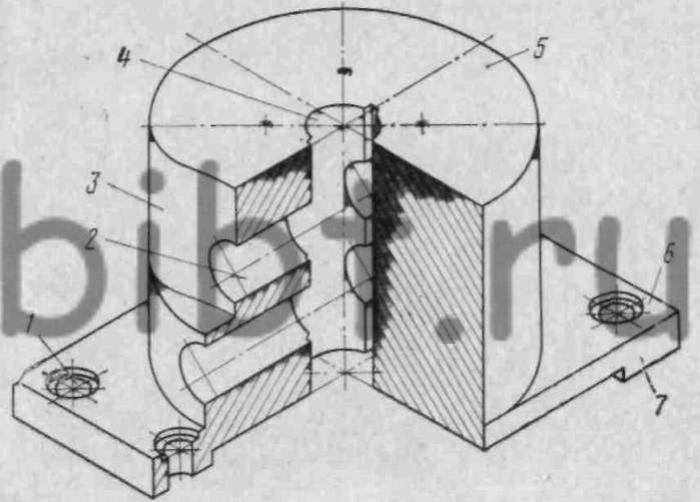
Рис. 1. Конструктивный чертеж типовой детали:
поверхности вращения: 1, 2, 4 — внутренние, 3—наружные, 5, 6, 7 — плоские поверхности
Наружные поверхности вращения 3 (рис. 1) в основном характерны для деталей типа валов, осей и др., имеющих в поперечном сечении форму круга. Эти поверхности обрабатывают обычно одним или одновременно несколькими резцами на станках токарной группы и шлифовальным кругом на центровых или бесцентровых круглошлифовальных станках; значительно реже их обрабатывают фрезами и протяжками. При обработке фрезерованием вращательное движение придается обычно изделию и нескольким цилиндрическим или фасонным фрезам, оси которых параллельны оси изделия.
Внутренние поверхности вращения 1, 2, 4 (круглые) обрабатывают сверлами, зенкерами, резцами, развертками (последние используются для окончательной обработки точных отверстий), протяжками и шлифовальными кругами.
Неглубокие отверстия 1 в сплошном материале сверлят спиральными сверлами, глубокие 4 — пушечными. Если к обрабатываемым отверстиям предъявляют высокие требования по точности и шероховатости поверхности, то после сверления применяют один или несколько дополнительных видов обработки: растачивание, развертывание, протягивание, шлифование, хонингование или доводку.
Плоские поверхности 5,6 и 7 обрабатывают строгальными и долбежными резцами, фрезами, протяжками и шлифовальными кругами. Первые два типа обработки, при которых используется достаточно простой инструмент, характерны для единичного производства. Фрезерование и протягивание характерны для массового производства. Основное преимущество фрезерования перед строганием — высокая производительность, особенно ощутимая при использовании торцовых фрез.
Протягивание плоскостей выполняют обычно на станках вертикального типа. Если при фрезеровании не достигаются требуемые точность и шероховатость поверхности, то применяют последующее их шлифование на плоскошлифовальных станках, работающих торцом или периферией круга (станки, работающие торцом круга, отличаются большей производительностью).
Фасонные поверхности, у которых профиль в поперечном сечении образует какую-либо иную отличную от окружности кривую, обрабатывают фрезами, обкатывающимися по контуру детали под действием копира, при одновременном вращении детали и копира.
В крупносерийном и массовом производстве фасонные поверхности обрабатывают обычно при неподвижном копире. В этом случае режущий инструмент, соединенный через следящий палец или ролик с копиром, при движении вдоль оси вращения обрабатываемой детали воспроизводит заданный копиром профиль обработки.
Винтовые поверхности характерны в основном для резьбовых соединений. Наружные резьбы нарезают резцами и вращающимися резцовыми головками, гребешками, резьбонарезными головками, резьбовыми фрезами, крупными плашками; внутренние — метчиками, регулируемыми плашками и резьбовыми фрезами.