
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 12. Металлорежущие инструменты
Для придания детали определенной формы и заданных размеров заготовку обрабатывают на описанных выше металлорежущих станках с помощью режущего инструмента (рис. 17) различного технологического назначения.
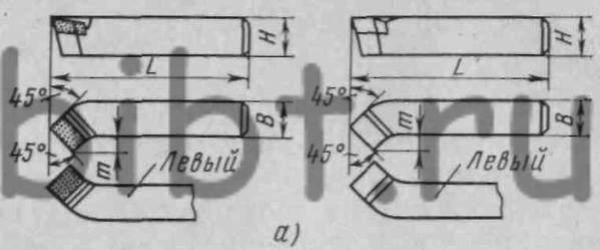
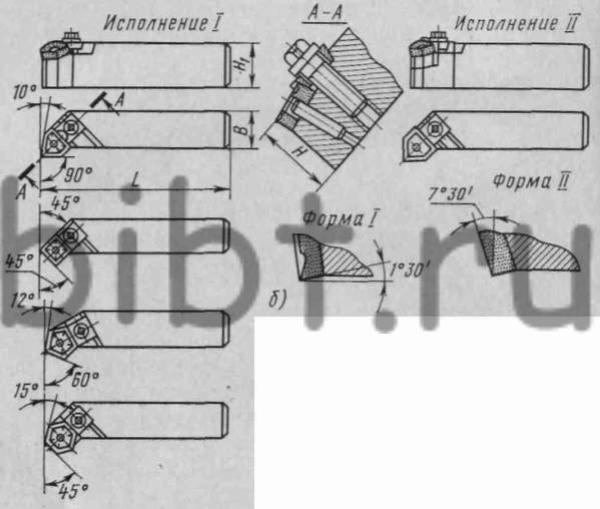
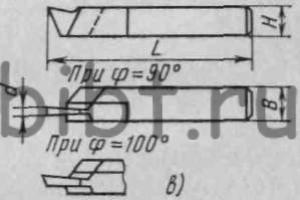
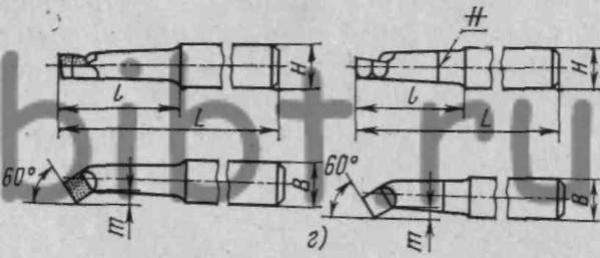
Среди разнообразных инструментов, при помощи которых осуществляется процесс обработки металлов резанием, одно из важнейших мест занимают резцы (рис. 17, а—г), которые в то же время являются наиболее простым видом режущего инструмента.
В зависимости от вида применяемого станка различают резцы токарные, строгальные, долбежные, револьверно-автоматные и специальные.
По способу изготовления резцы могут быть цельными, т. е. с головкой, сделанной за одно целое со стержнем; составными с приваренной или припаянной пластинкой, с приваренной головкой встык или с механическим креплением пластинки и державочные.
В зависимости от расположения главной режущей кромки или рабочей части резца и направления подачи различают резцы правые и левые.
Рис. 17. Металлорежущие инструменты:
резцы:
а—проходные отогнутые правые и левые с углом φ=45°,
б — сборные проходные с механическим креплением многогранных пластинок из твердого сплава,
в — отрезные из быстрорежущей стали,
г — расточные для обработки сквозных отверстий;
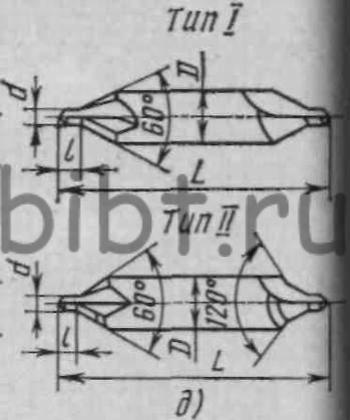
сверла:
д — центровочное,
е — спиральное;
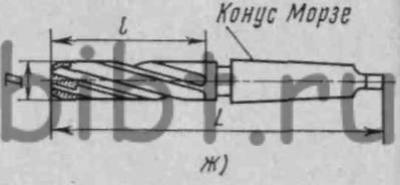
зенкеры:
ж — с напаянными пластинами из твердого сплава,
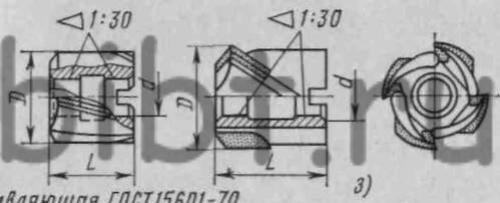
з — насадной,
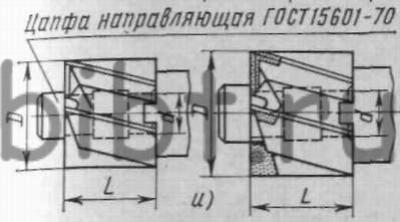
и — насадной для углубления;
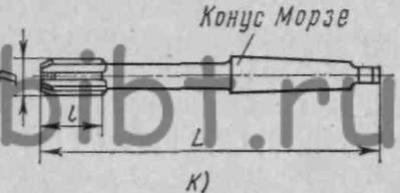
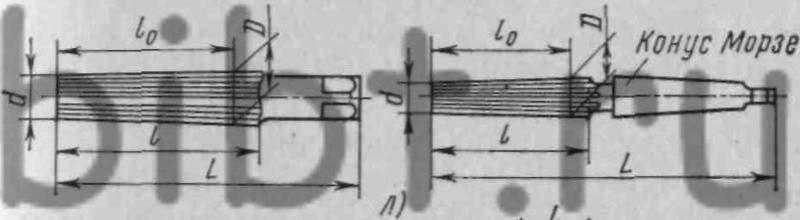
развертки:
к — машинная с коническим хвостовиком,
л— конические из быстрорежущей стали;
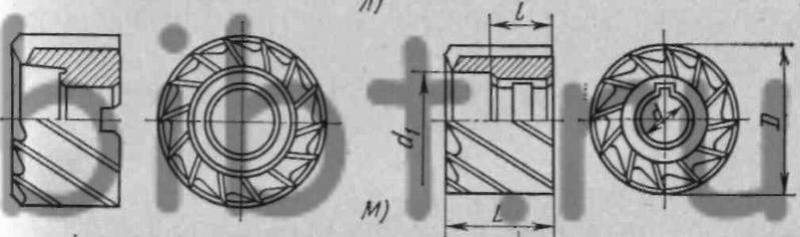
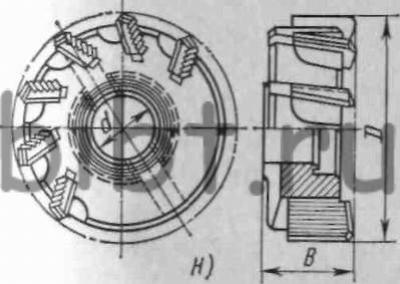
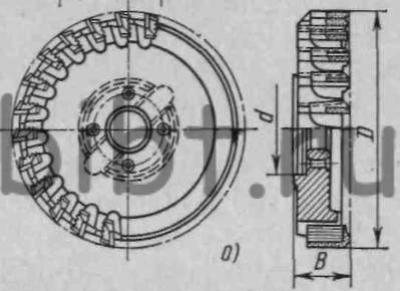
фрезы:
м — торцовые насадные,
н, о — торцовые насадные со вставными ножами,
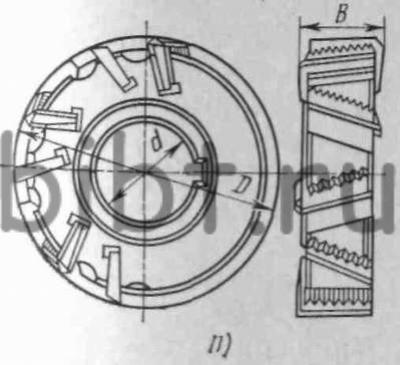
п — дисковые трехсторонние,
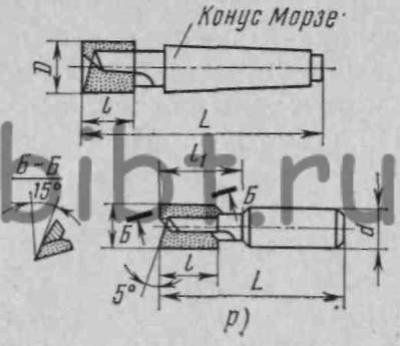
р — концевые шпоночные, оснащенные пластинками из твердого сплава

В зависимости от характера и вида выполняемой работы токарные резцы подразделяются на проходные отогнутые, отрезные, подрезные, расточные, резьбовые и фасонные.
Для образования отверстий в сплошном материале или для расверливания уже имеющихся отверстий применяются сверла (рис. 17, д, е), устанавливаемые на сверлильных, расточных и токарных и реже на других станках. По конструкции и назначению сверла подразделяются на спиральные (винтовые), перовые (плоские), для глубокого сверления (пушечные, ружейные), центровочные, специальные.
Для увеличения диаметра цилиндрических отверстий (сквозных или упорных), конических углублений, а также для обработки торцовых и фасонных поверхностей используют зенкеры (рис. 17, ж, з, и), которые по сравнению со сверлами обеспечивают более высокую точность обработки. Устанавливают зенкеры на тех же станках, что и сверла. По конструкции и назначению зенкеры подразделяются на цилиндрические, плоские, для цилиндрических и конических углублений (зенковки), и специальные.
Для придания большей точности обработанным отверстиям применяют развертки. В отличие от сверл и зенкеров развертки снимают небольшой слой (припуск) металла. В зависимости от конструкции развертки, режимов резания и технологических требований припуск под развертывание выбирается в пределах 0,05—0,4 мм на диаметр. По конструкции и назначению развертки (рис. 17, к, л) разделяются на цилиндрические (ручные и машинные) и конические.
Обработку плоских, фасонных и цилиндрических поверхностей выполняют при помощи фрез, представляющих собой вращающийся многозубый инструмент, на образующей поверхности или торце которого расположены режущие кромки. Фрезы применяются на фрезерных и расточных станках.
По конструкции и назначению фрезы (рис. 17, ж, н, о, п, р) разделяются на цилиндрические, торцовые, дисковые (пазовые, прорезные), концевые (шпоночные, копирные, пазовые), угловые, фасонные, зуборезные в резьбовые.
Применяемый для изготовления инструмента материал должен обладать высокими твердостью, износостойкостью, теплостойкостью, прочностью, обеспечивающими при рациональной геометрии режущей кромки высокопроизводительный процесс обработки деталей.
В инструментальном производстве для изготовления режущих пластин и цельных режущих инструментов применяют конструкционные, углеродистые, легированные и быстрорежущие высоколегированные и малолегированные инструментальные стали; твердые сплавы; минералокерамические материалы; кубический нитрид бора (эльбор).