
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Программы управления станком с ЧПУ.
Все данные, необходимые для обработки заготовки на станке, устройство числового программного управления (УЧПУ) получает от управляющей программы (УП).
Под управляющей программой понимают последовательность команд на языке программирования, обеспечивающих заданное функционирование рабочих органов станка. Фиксируют эти команды программоносители.
Характерной особенностью ЧПУ является то, что информация о траектории движения инструмента, скорости резания, подачи и других технологических командахзадается в виде цифр, закодированных в определенной последовательности на программоносителе, в качестве которого применяют перфокарту, перфоленту, магнитную ленту и др.
Управляющая программа (УП) — это записанная на программоноситель в закодированном цифровом виде маршрутное операционная технология на конкретную деталь с указанием траекторий движения инструмента. Изготовление УП (менее, трудоемкое и более дешевое, чем изготовление кулачков шаблонов, копиров и чертежей) сводится к написанию маршрутно-операционной технологии, расчетам траекторий перемещения инструментов и записи на программоноситель; большую часть этой работы можно автоматизировать.
Каждому символу на перфоленте соответствует определенное расположение пробитых отверстий.
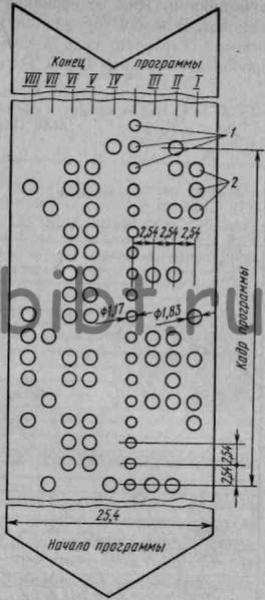
Рис. 10.21. Стандартная восьмидорожечная перфолента с основными размерами и нанесенным кадром управляющей программы:
1 — отверстия транспортной дорожки, 2 — рабочие отверстия
В СССР в качестве основного программоносителя принята восьмидорожечная перфолента (рис. 10.21) шириной (25,4 ±0,05) мм и толщиной (0,1 ± 0,008) мм, изготовленная из бумаги или других материалов. Перфолента имеет транспортную дорожку, которая расположена между третьей и четвертой кодовыми дорожками со стороны базового края перфоленты. Шаг перфорации и расстояния между кодовыми дорожками (2,54 ± ±0,05) мм. Диаметр отверстий транспортной дорожки (1,17±0,025) мм, а диаметр отверстий кодовых дорожек (1,83 ±0,05) мм.
Управляющая программа записывается на определенном языке, так называемом языке кодирования, под которым понимают набор определенных символов и правил, комбинацией которых можно выразить любой текст, содержащий необходимые для управления станком геометрические и технологические команды, на понятном для ЧПУ языке.
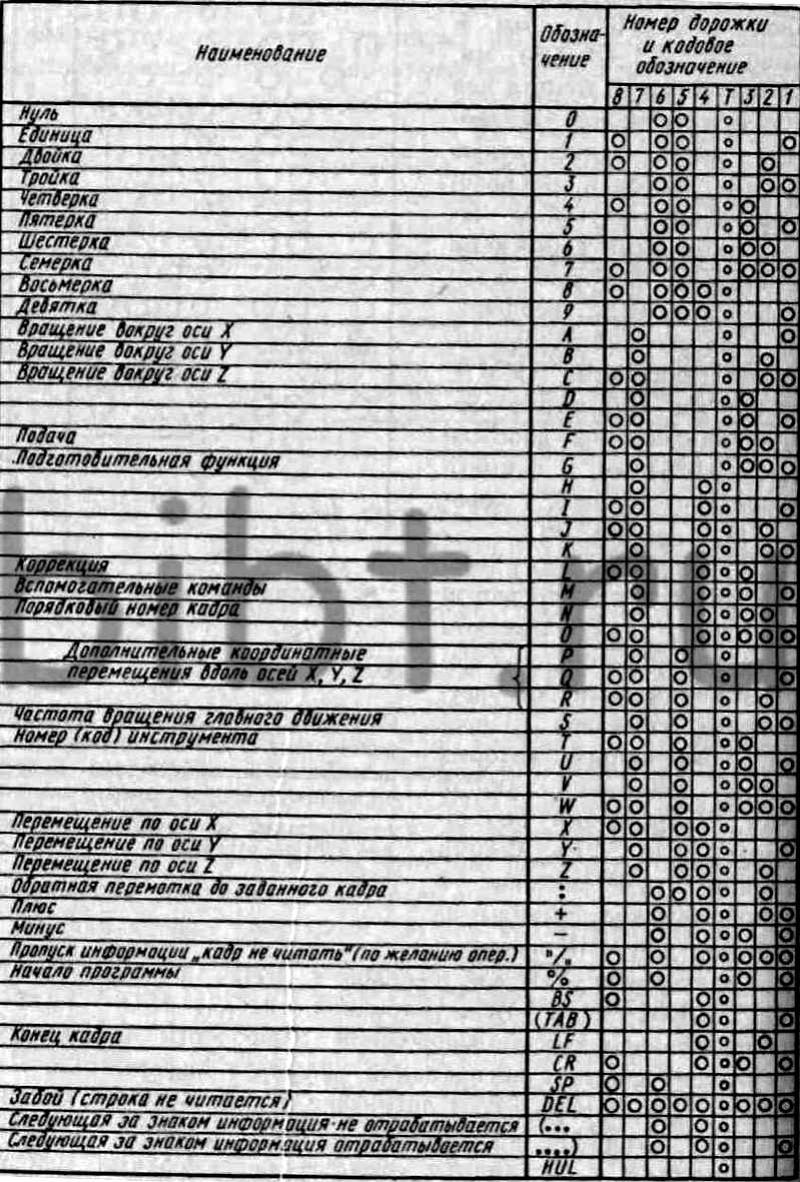
Кодирование УП для станков с ЧПУ производится по ГОСТ 13052—74 и Международной системе ISO — 7BIT с использованием восьмидорожечной перфоленты и двоично-десятичной системы кодирования цифровой информации. Для записи адресов используют латинские буквы. Вспомогательные указания («начало программы», «конец кадра», «обратная перемотка» и т. п.) задают отдельными символами или их сочетаниями. Для кодирования информации используют семь дорожек. Восьмая дорожка служит для пробивки контрольного символа в случае, если в самой кодовой комбинации число пробивок нечетное. Такой контроль на четность пробивок в строке позволяет выявить большую часть ошибок, допущенных при перфорации. Наименование и обозначение основных символов кода ISO-7 bit приведены в табл. 10.1.
10.1. Наименование и обозначения основных символов кода ISO-7 bit
При подготовке УП используют системы координат станка, детали и инструмента.
В соответствии в рекомендациями ISO за стандартную принята система координат станка. Положительные направления осей координат в станках с ЧПУ определяют по правилу правой руки (рис. 10. 22). Большой палец указывает положительное направление оси X, указательный — оси Y, средний — оси Z.
Положительные направления осей X, Y и Z и положительные направления вращений вокруг этих осей показаны на рис. 10.22,б.
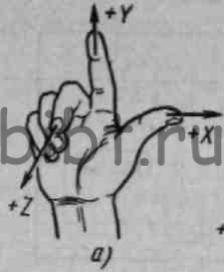
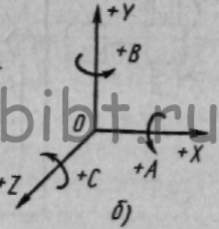
Рис. 10.22. Определение направления осей координат в станках с ЧПУ по правилу правой руки (а); положительные направления осей X, Y и Z и положительные направления вращений вокруг этих осей (б)
Считывание информации может осуществляться различными способами (рис. 10.23).
При электрическом способе считывания (рис. 10.23,а) контактные щетки 2 при наличии отверстия в перфоленте ПЛ вступают в контакт с барабаном 1 и выдают сигнал в схему автоматики. Метод обеспечивает достаточно высокое быстродействие, но имеет низкую надежность из-за возможности загрязнения щеток.
В электромеханических системах считывания (рис. 10.23,б) перфолента ПЛ ощупывается шариками 1, поджимаемыми к ней пружинами 2 через штифты 3. При наличии пробивки замыкаются соответствующие контакты 4, передается команда в схему автоматики станка и выдается сигнал большой величины. Способ имеет низкую надежность и малое быстродействие.
Наиболее распространены фотоэлектрические системы считывания (рис. 10.23,в). При наличии пробивки от лампы 1 через линзу 2 срабатывает фотоэлемент 3 и выдает команду в систему автоматики.
Такие системы имеют высокое быстродействие (до 1000 знаков) и высокую надежность.
Недостатки способа: малый сигнал и малая помехозащищенность.
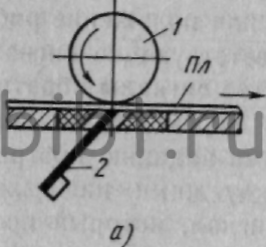
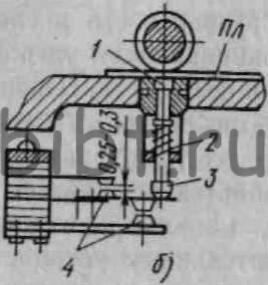
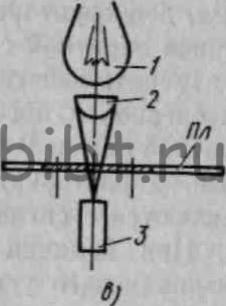
Рис. 10.23. Схемы способов считывания информации с перфорированного программоносителя:
а — электрический, б — электромеханический, в — фотоэлектрический
В станках с ЧПУ имеет место замкнутая система (рис. 10.24), т. е. два потока информации: один — со считывающего устройства, другой — от датчика действительного перемещения или положения рабочего органа.
При считывании программы на выходе считывающего устройства появляются командные сигналы. После необходимых преобразований блок согласования направляет соответствующий сигнал в сравнивающее устройство замкнутой системы.
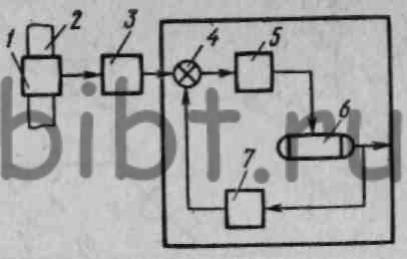
Рис. 10.24. Блок-схема замкнутой системы ЧПУ:
1 — считывающее устройство, 2 — программоноситель, 3 — электронный кодовый преобразователь, 4 — сравнивающее устройство, 5 — дешифратор и усилитель, 6 — исполнительный двигатель, 7 — датчик обратной связи
Замкнутая система состоит из сравнивающего устройства, в которое поступают задающие сигналы и сигналы обратной связи, дешифратора и усилителя, исполнительного двигателя и датчика обратной связи.
Роль датчика заключается в том, чтобы измерить действительное перемещение или положение рабочих органов и преобразовать его в соответствующие сигналы обратной связи.
В сравнивающем устройстве сигналы обратной связи, характеризующие действительные перемещения, сопоставляются с сигналами, соответствующими заданию программы. При наличии рассогласования между ними на выходе сравнивающего устройства появляется сигнал, который после преобразования его, например, в напряжение, поступает к двигателю и исполнительному устройству.
Последнее перемещает рабочий орган станка в нужном направлении. Как только величина действительного перемещения станет равной величине заданного перемещения, сигнал на выходе сравнивающего устройства исчезнет и движение прекратится.