
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Заточный инструмент и охлаждающие жидкости.
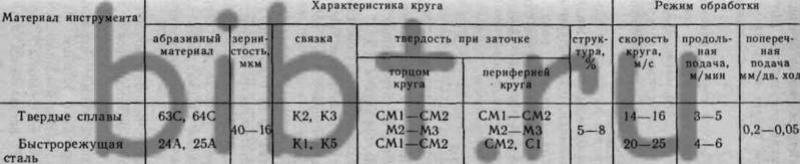
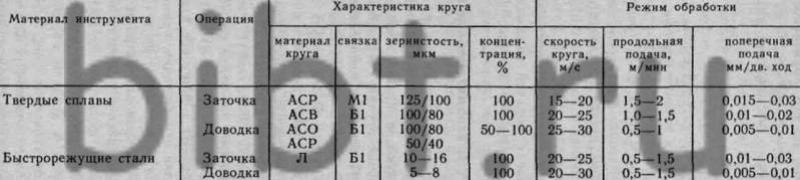
На процесс заточки и качество затачиваемых поверхностей режущих инструментов, производительность и экономичность операций большое влияние оказывает правильный выбор шлифовального круга, режима обработки и охлаждающей жидкости. Выбор шлифовального круга зависит от конструкции и назначения режущего инструмента и материала его рабочей части (табл. 5.6, 5.7).
На всех заточных и доводочных операциях рекомендуется применять смазочно-охлаждающие жидкости. Они поглощают теплоту и снижают температуру поверхностного слоя режущих кромок инструмента, что предотвращает появление на нем прижогов, сколов, трещин, повышает стойкость круга и способствует увеличению производительности обработки.
При заточке режущих инструментов шлифовальными кругами наиболее широко применяют водные растворы и соды следующего содержания: соды кальцинированной 1,5%; соды кальцинированной 0,8% и нитрита натрия 0,25%; соды кальцинированной 0,5% и силиката натрия 0,3%. Применяют и другие охлаждающие жидкости, например водные растворы тринатрийфосфата или эмульсии мыльного порошка.
5.6. Характеристика шлифовальных кругов и режимы обработки для
заточки многолезвийных режущих инструментов
5.7. Характеристика алмазных кругов и кругов из эльбора и режимы обработки
для заточки и доводки многолезвийных режущих инструментов
При заточке твердосплавных режущих инструментов алмазными кругами на бакелитовой связке допускается работа без охлаждения, но его применение дает лучшие результаты. Заточку алмазными кругами на металлической связке из-за их значительного засаливания выполнять без смазочно-охлаждающей жидкости нельзя.
При заточке кругами на органической связке рекомендуется охлаждение, водным раствором следующего состава: 0,6% тринатрийфосфата, 0,05% вазелинового масла, 0,3% буры. При заточке кругами на металлической связке рекомендуется применять раствор такого состава: 0,3% тринатрийфосфата, 0,5% буры, 0,4% триэтаноламина.
Заточку быстрорежущего инструмента кругами из эльбора рекомендуется производить, применяя охлаждающую жидкость следующего состава: 0,6% триэтаноламина, 0,25% буры (технической), 0,5% олезаринового масла, остальное вода. При заточке режущего инструмента требуется непрерывное охлаждение с подачей охлаждающей жидкости в зону заточки в количестве 6—10 л/мин.