
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Сверление сквозных и глухих отверстий.
В деталях машин и механизмов встречаются в основном два вида отверстий:
- сквозные, проходящие через всю толщину детали,
- глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки значительно уменьшается.
Если не уменьшить в это время подачу сверла, оно резко опустится, захватит большой слой материала и, заклинясь, может сломаться. Особенно это возможно при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом друг к другу.
Поэтому сверление сквозного отверстия производится с большой механической подачей шпинделя. В конце сверления нужно выключить механическую подачу и досверлить отверстие с ручной подачей, меньшей, чем механическая.
При сверлении с ручной подачей величину ее перед выходом сверла из отверстия следует несколько уменьшить и подачу производить осторожно, плавно.
Сверление глухих отверстий имеет свои особенности, заключающиеся в способах определения достижения сверлом заданной глубины сверления. Имеется три основных способа сверления глухих отверстий.
1. Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции надо его отрегулировать на заданную глубину сверления.
2. Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно пользоваться специальным патроном (рис. 9.3) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. При подаче шпинделя станка вниз он перемещается до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении в кондукторе) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1 — 0,05 мм.
3. Если не требуется большая точность глубины сверления и нет указанного патрона, можно пользоваться упором в виде втулки, закрепленной на сверле, или сделать на сверле мелом отметку глубины отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия можно периодически проверять глубиномером, но этот способ наименее производителен, так как в этом случае приходится выводить сверло из отверстия, удалять стружку и вновь после измерения вводить его.
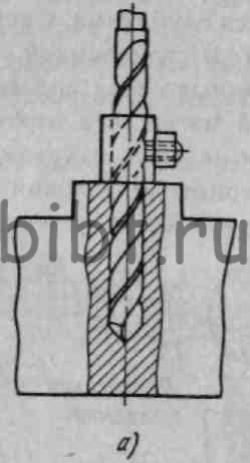
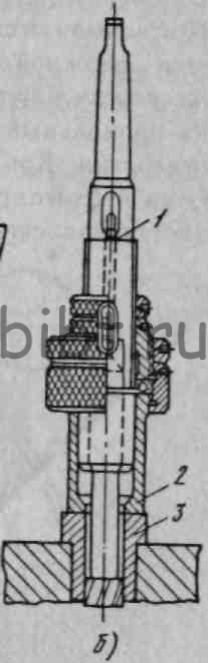
Рис. 9.3. Приспособление для ограничения подачи шпинделя:
а — упорное кольцо; б — патрон с регулируемым упором