
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Сверление и вырезание отверстий в листовом и сплошном металле.
Для сверления отверстий большого диаметра в листовом металле, а также для вырезания на сверлильном станке круглых заготовок целесообразно применять специальную оправку (рис. 9.19) с двумя или четырьмя резцами, которые могут быть закреплены на постоянный диаметр отверстия или могут раздвинуться в зависимости от требуемого диаметра высверливаемого отверстия.
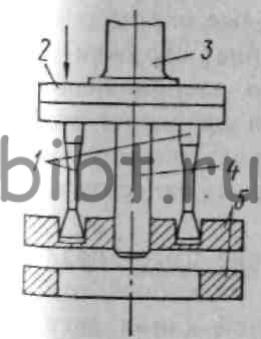
Рис. 9.19. Оправка для вырезки отверстий в листовом материале
Вначале в заготовке 5 в центре будущего отверстия высверливают отверстие небольшого диаметра под направляющий стержень 4, закрепленный в корпусе 2. Затем в шпиндель станка вставляют хвостовик оправки 3, включают вращение шпинделя станка и подают оправку к заготовке так, чтобы закрепленный в корпусе оправки направляющий стержень 4 вошел в предварительно просверленное отверстие. Этим обеспечивается правильное центрирование резцов 1 относительно заготовки. При дальнейшей подаче оправки резцы чисто вырезают отверстие требуемого диаметра.
Образование отверстий большого диаметра указанным способом является более экономичным, чем сверление отверстий сверлом, так как при этом весь высверливаемый металл превращается в стружку.
При сверлении больших отверстий затрачивается большое осевое усилие, для чего требуется наличие сверлильного станка высокой мощности.
Сверление отверстий большого диаметра в сплошном металле также целесообразно производить кольцевыми сверлами.
Кольцевое сверление по сравнению со сплошным уменьшает время обработки, расходы электроэнергии и инструмента. Оставшийся после сверления цилиндрический сердечник может служить заготовкой для изготовления других деталей, чем достигается экономия металла.
Для кольцевого сверления отверстий применяют сверла (см. рис. 5.4) с шестью, восемью или десятью режущими кромками. Они предназначены для сверления отверстий диаметром 60—200 мм, глубиной до 500 мм и представляют собой пустотелый цилиндр, на торце которого закрепляются резцы с твердосплавными или быстрорежущими пластинками. Профрезерованные на корпусе спиральные канавки обеспечивают отвод стружки. Для поддержания высверливаемого сердечника внутри сверла размещены шариковые опоры.
Схемой резания предусмотрено разделение стружки по ширине внутри каждой пары последовательно расположенных резцов. Таким образом, каждый четный резец прорезает середину канавки, а каждый нечетный дорезает края, окончательно оформляя канавку. Нечетные резцы утоплены относительно четных на 0,7 мм вдоль оси сверла.
При кольцевом сверлении большое значение имеет подача охлаждающей жидкости в зону резания и надежный отвод стружки. Жидкость подводят через внутренний канал сверла с помощью специального патрона. Кольцевое сверление по сравнению с обычными методами обработки повышает производительность труда в 2—3 раза.