
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
4.6. Горизонтально-ковочные машины (ГКМ).
ГКМ широко применяют в крупносерийном и массовом производствах для горячей штамповки из проката самых различных поковок, требующих технологических переходов высадки, прошивки, просечки, пережима заготовки, выдавливания, гибки и отрезки поковки от прутка. Поковки штампуют непосредственно из прутка или отдельных штучных заготовок с незначительными по величине облоем и штамповочными уклонами, а также без них с малыми припусками и допусками, что обеспечивает значительную экономию металла. Штамп для ГКМ имеет две взаимно перпендикулярные плоскости разъема матриц и пуансона, чем обеспечивается получение поковок более сложной формы, чем на молотах, штампы которых имеют одну плоскость разъема.
Схема ГКМ с вертикальным разъемом матриц и с кулачково-рычажным механизмом зажимного ползуна показана на рис. 4.10. От электродвигателя 1 движение передается клиноременной передачей 2 на маховик 3, от него через фрикционную пневматическую муфту включения 4 - на приводной вал 5 и затем через пару зубчатых колес 6 -на кривошипный вал 8, который через шатун 9 обеспечивает возвратно-поступательное движение главного ползуна 10 с закрепленными на нем пуансонами 11. Упор 12 при сомкнутых матрицах отводится в сторону главным ползуном.
Возвратно-поступательное движение зажимного ползуна 15 осуществляется от кривошипного вала 8, а через кулачковые механизмы зажима 18 и разжима 17 и роликов 19 и 20 передается на боковой ползун 21, на котором закреплены оси роликов. Боковой ползун получает возвратно-поступательное движение, передающееся через систему рычагов, образующих шарнир 16, на зажимный ползун 15, несущий подвижную матрицу 14, которая при включении фрикционной пневматической муфты 4 периодически смыкается и размыкается с неподвижной матрицей 13. Для остановки кривошипного вала, а следовательно, главного и зажимного ползунов выключают фрикционную пневматическую муфту 4 и включают тормоз 7.
Электродвигатель в это время приводит во вращение маховик 3, накапливающий кинетическую энергию для совершения очередного рабочего хода. Фрикционная пневматическая муфта и тормоз ГКМ имеют электропневматическое управление. Маховик останавливается дополнительным тормозом, как и на КГШП. Для предохранения от перегрузки в маховике установлен фрикционный, а в механизме зажима — самовосстанавливающийся пружинно-рычажный предохранитель. В СССР ГКМ изготовляют по ГОСТ 7023-70 с усилием от 1 до 31,5 МН с числом ходов главного ползуна в минуту соответственно от 95 до 21.
ГКМ с вертикальным разъемом матриц могут работать в автоматическом режиме в комплексе с индукционными нагревателями и клещевым перекладчиком. Обычно при печном нагреве заготовок такие ГКМ оснащают механизированными пневматическими подъемными столами и подвесками, осуществляющими движение заготовки в вертикальном направлении на уровень того или иного ручья штампа. Остальные манипуляции с заготовкой штамповщик выполняет вручную.
В последнее время появились конструкции ГКМ с горизонтальным разъемом матриц, оснащенные для штамповки штучных заготовок индукционными нагревателями, автоматической подачей заготовок в первый ручей и с автоматическими перекладчиками заготовок из ручья в ручей.
Привод автоматической подачи заготовок осуществляется через систему рычагов и зубчатых колес от кривошипного вала ГКМ. В отдельных случаях в серийном и массовом производствах для штамповки вместо ГКМ целесообразно использовать многопозиционные горячештамповочные автоматы.
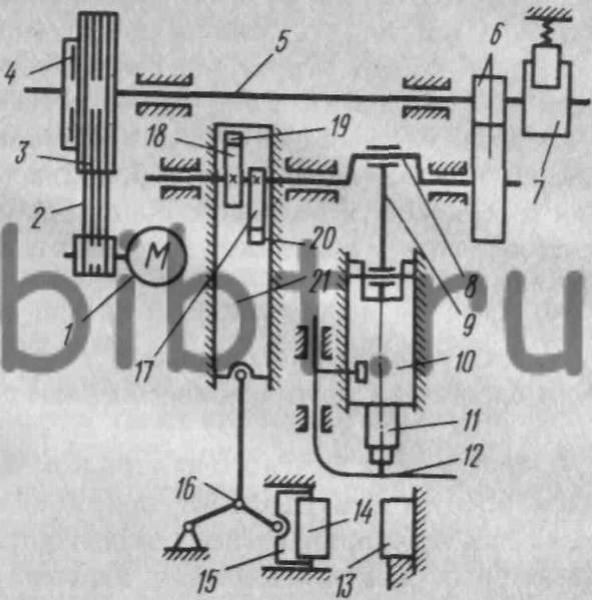
Рис. 4.10. Кинематическая схема горизонтально-ковочной машины