
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
6.5. Краткие сведения об изготовлении, ремонте и эксплуатации штампов.
Штампы для горячей штамповки работают в исключительно тяжелых условиях, испытывая при каждом цикле штамповки резкие колебания температур и напряжений. В связи с этим материал штампов при повышенных температурах должен обладать достаточной прочностью, твердость вязкостью, износо- и разгаростойкостью. (Разгар представляет собой сетку мелких трещин, образующихся на поверхности ручья вследствие многократно повторяющейся резкой смены температур и особенно интенсивно; при использовании смазочно-охлаждающих жидкостей.) Кроме того, материал штампов должен иметь хорошие технологические свойства - быть ковким, обрабатываться резанием, прокаливаться на требуемую глубину.
Наиболее пригодной для молотовых штампов и штампов для прессов является сталь 5ХНМ, однако часто применяют стали 5ХНВ, 5ХНТ и др., которые используют также для матричных вставок и формовочных пуансонов штампов ГКМ. Ручьевые вставки штампов для прессов, матричные вставки и пуансоны высадочных штампов ГКМ для обработки труднодеформируемых сплавов изготовляют из сталей 4Х5В2ФС, 4Х3МФ, 3Х2В8Ф и др.
Рабочие элементы обрезных штампов изготовляют из сталей Х12Ф, Х12М, 7X3, 8X3 и др., рабочие плитки калибровочных штампов - из стали У10А, крепежные части, штампов - из углеродистых или низколегированных конструкционных сталей. Сведения по штамповым сталям с рекомендациями по их применению приведены в справочниках [4] и [5].
Заготовки для штампов изготовляют в соответствии с ГОСТ 6039—71: для крупных штампов - ковкой из слитков с уковом не менее 3, для различного рода вставок, матриц, пуансонов - ковкой из сортового проката. После ковки заготовки отжигают и отпускают, а штампы изготовляют по одному из следующих вариантов: для штампов с твердостью НВ > 350 выполняют полную обработку заготовок резанием, термообработку и доводку; для крупных штампов с твердостью НВ < 320 заготовки подвергают вначале окончательной термической обработке на заданную твердость, а затем — полной обработке резанием; для штампов средних размеров с твердостью НВ 320...350 заготовки предварительно обрабатывают резанием, подвергают термической обработке, после чего окончательной обработкой резанием получают готовый штамп. В перечисленных вариантах термическая обработка состоит из закалки на требуемую твердость и отпуска для повышения вязкости и уменьшения внутренних напряжений. Для изготовления ручьев в штампах вместо обработки резанием путем фрезерования на копировальных станках успешно применяют электроискровую обработку электродом, выполненным по форме поковки. Твердость штампов при электроискровой обработке не влияет на обрабатываемость, поэтому целесообразно проводить предварительную термическую обработку.
С целью снижения стоимости штампы изготовляют наиболее рациональным способом — штамповкой. Применяют холодное и горячее выдавливание ручьев в кубиках и вставках для молотов, прессов и ГКМ. Штамповка во много раз производительнее фрезерования и обеспечивает высокую точность ручья, поэтому после деформации часто требуется лишь незначительная его доводка.
При текущем ремонте штампов, заключающемся в устранении небольших неисправностей, выполняют зачистку ручьев, заварку выкрошившихся участков, зачеканку мелких трещин и т. д. Капитальный ремонт штампов включается в следующем: цельные штампы с изношенными ручьями отжигают, строгают со стороны гравюры, затем в них вновь нарезают ручьи, ремонтируют изношенные места крепления; в составных штампах заменяют ручьевые вставки, ремонтируют направляющие колонки, втулки и другие детали; изношенные хвостовики наплавляют, после чего обрабатывают резанием.
Стойкость штампа
определяется количеством поковок, полученных до его первого
капитального ремонта, а полная стойкость — количеством поковок,
снятых со штампа с учетом всех его возобновлений. Стойкость штампа
зависит от многих факторов: штампуемого материала, технического
состояния штамповочного оборудования, конструкции штампа, формы и
размеров ручьев, материала и качества термической обработки штампа, а
также от условий эксплуатации. Для повышения стойкости штампа
необходимо применение фасонирования заготовки, выполняемого в его
заготовительных ручьях или на другом оборудовании.
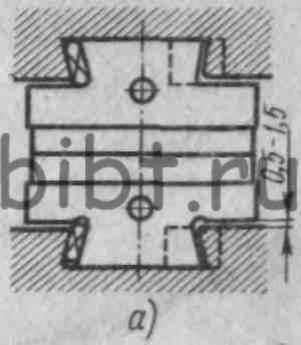
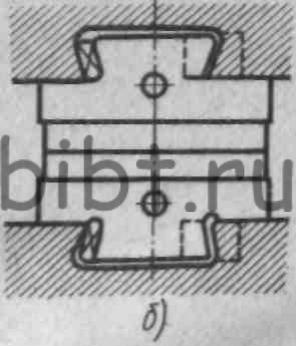
Рис. 6.16. Правильная (а) и неправильная (б) установки штампа
Особенно большое значение при эксплуатации штампов имеет правильность их установки и наладки. При правильной установке молотового штампа контрольные углы обеих его половин должны совпадать друг с другом, а зазор между заплечиками штампа и плоскостями бабы и подштамповой плиты должен составлять 0,5-1,5 мм (рис. 6.16), т. е. хвостовики штампов должны опираться соответственно на подштамповую плиту и бабу молота. В противном случае при ударе молота возможна поломка штампа. Наладку штампов кузнечно-прессовых машин с соблюдением соответствующих правил и требований выполняют высококвалифицированные рабочие-наладчики.
После установки, штампов выполняют контрольную штамповку, во избежание поломки подогревая штампы перед началом работы до 150-200° C. Нельзя штамповать заготовки, нагретые до температуры ниже допустимой для данной стали.
Для уменьшения износа ручьев штампа за счет снижения трения между деформируемым металлом и стенками ручья, предотвращения налипания металла на инструмент наиболее широко при горячей объемной штамповке применяют смазки на основе графита. Наиболее эффективно применение водных суспензий графита - смазочно-охлаждающих жидкостей (СОЖ), которые также охлаждают поверхность штампа, уменьшая опасность разупрочнения штамповой стали вследствие отпуска. СОЖ попадает на обе половины штампа (верхнюю и нижнюю) после отхода бабы молота или ползуна пресса в верхнее положение и выемки поковки из ручья. Смазка ручьев мазутом не рекомендуется.
Во избежание чрезмерного нагрева штампов заготовку и поковку быстро удаляют из ручьев. Перед нанесением смазки из ручья удаляют сжатым воздухом окалину, что также уменьшает износ штампов и улучшает качество поверхности изготовляемых поковок. Во время эксплуатации регулярно проверяют крепление и состояние штампов, после работы очищают штампы от окалины и протирают их ручьи и поверхность. Снятые с оборудования для хранения штампы смазывают солидолом.