
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 2. ОСНОВНЫЕ ТИПЫ УНИВЕРСАЛЬНЫХ ФРЕЗЕРНЫХ И РАСТОЧНЫХ СТАНКОВ
Фрезерные станки
На универсальных фрезерных станках обрабатывают детали с массой от нескольких граммов до 200 000 кг. Небольшие станки устанавливают на столе, они называются настольными фрезерными станками. Крупнее устанавливают на специальных тумбах, а еще более крупные устанавливают на собственном фундаменте. Размер фрезерного ставка определяется шириной стола, на котором устанавливается обрабатываемая деталь.
В табл. 1 приведены принятые размеры ширины столов различных типов фрезерных станков, серийно выпускаемых в настоящее время заводами отечественного станкостроения.
На отечественных заводах применяют и зарубежные станки: малые продольно-фрезерные с шириной стола от 80 мм, консольно-фрезерные с шириной стола 500 мм и свыше.
Схематическое изображение различных типов станков, указанных в табл. 1, показано на рис. 7, 8, 9.
Таблица 1
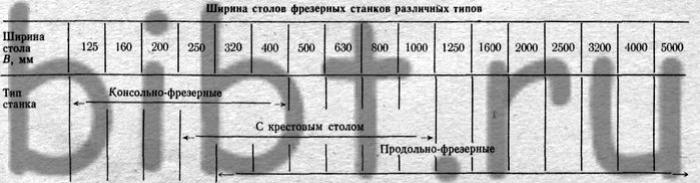
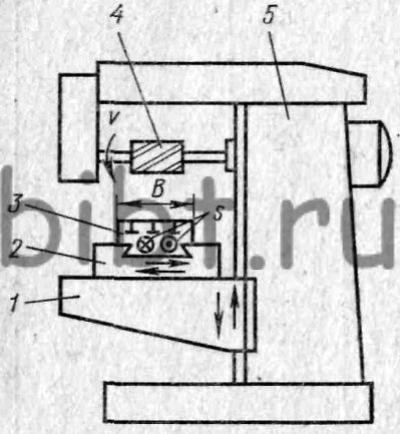
Рис. 7. Станок фрезерный консольный:
1 — консоль, 2— салазки, 3— стол, 4— фреза, 5 — станина: v — вращательное движение инструмента, s — подача, В — ширина стола
На рис. 7 представлен станок консольно-фрезерный. Консоль 1 фрезерного станка (в технике консолью называется балка, закрепленная одним концом) представляет собой деталь коробчатой формы. Она перемещается по вертикальным направляющим станины 5. Салазки 2, смонтированные на консоли, перемещаются в поперечном направлении (показано горизонтальными стрелками), а стол 3 перемещается по направляющим салазок в продольном направлении. Таким образом, группа стол—салазки — консоль имеет три движения, необходимые для обработки детали фрезой 4, имеющей вращательное движение v. Станки такого исполнения очень распространены: они составляют почти 80% всех станков фрезерной группы.
В эксплуатации фрезерные станки очень удобны. Объясняется это тем, что независимо от размеров обрабатываемой детали зона резания всегда остаётся примерно на одной высоте от пола, удобной для наблюдения за процессом фрезерования. Наиболее крупные станки этой группы обычно рассчитаны на установку обрабатываемых деталей, имеющих массу не свыше 500 кг.
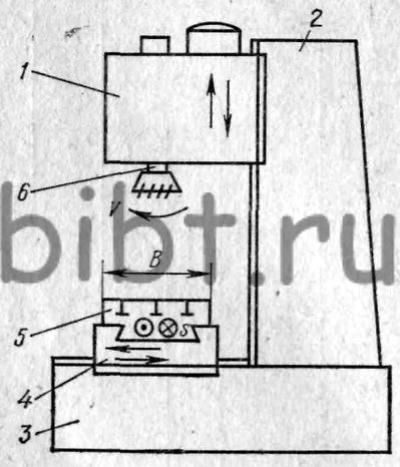
Рис. 8. Станок фрезерный с крестовым столом:
1 — фрезерная бабка, 2 — станина, 3— основание, 4 — салазки, 5 — стол; v — вращательное движение инструмента, 5 — подача, В — ширина стола
Тяжелые детали обрабатывают на фрезерных станках с крестовым столом (рис. 8), у которых по направляющим основания 3 в поперечном направлении перемещаются салазки 4, по направляющим которых перемещается в продольном направлении стол 5. Эти два движения взаимно перекрещиваются, поэтому группа стол —салазки и получила название «крестового стола». Фрезерная бабка 1 перемещается вертикально по направляющим станины 2. Фрезерной бабкой называется узел станка, в котором смонтированы механизмы, обеспечивающие фрезе вращательное движение v.
На наиболее крупных станках этой конструкции обрабатываются детали, имеющие массу до 6000 кг.
При обработке деталей, имеющих высоту 600 мм и более, обслуживание станка затруднено, так как органы управления движениями стола удалены от зоны резания.
На рис. 9 изображен продольно-фрезерный станок с тремя фрезерными бабками. Это одно из исполнений. Такие станки могут быть двухстоечными и одностоечными, а количество фрезерных бабок может быть от одной до четырех. Для удобства управления станком применяют подвесной пульт. Кнопками, находящимися на пульте, рабочий управляет движениями станка.
Название этого типа станка происходит оттого, что стол 6 перемещается по направляющим станины 5 только в продольном направлении. Два других взаимно перпендикулярных движения получают бабки 2, 3, 8 по направляющим поперечины 1 и стоек 4, 7, а также цилиндрические гильзы, в которых смонтирован выходной вал фрезерной бабки— шпиндель, несущий на себе фрезу.
Если в двух первых типах станков (см. рис. 7, 8) стол при перемещениях выходит за пределы направляющих салазок или «свисает» с направляющих салазок, то у продольно-фрезерных станков стол на всей длине хода полностью опирается на направляющие станины. Эта особенность станка позволяет устанавливать на стол детали, имеющие большую массу, и получать при обработке более высокую точность деталей.
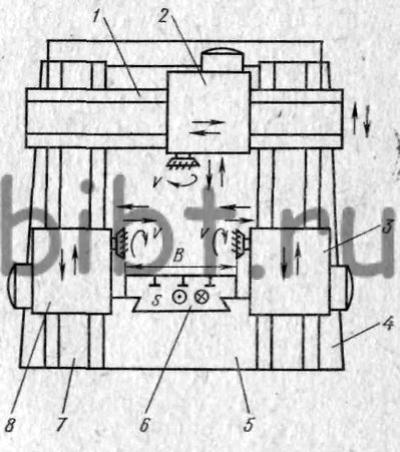
Рис. 9. Станок продольно-фрезерный:
1 — поперечина, 2 — вертикальная фрезерная бабка, 3 — горизонтальная фрезерная бабка (правая), 4 — правая стойка, 5 — станина, 6 — стол, 7 — левая стойка, 8 — горизонтальная фрезерная бабка (левая); v — вращательное движение инструмента, В — ширина стола, s — подача