
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Инструментальные фрезерные, координатно-расточные и комбинированные станки
Обработка деталей на металлообрабатывающих станках осуществляется инструментами: простыми, имеющими вид резцов, и сложными — фрезами. Режущая кромка резца образуется в результате обработки расположенных под углом двух плоскостей.
Наиболее распространенный резец имеет две режущие кромки: одна из них—-главная, а вторая — вспомогательная. Для придания резцу необходимой формы требуется обработать уже не две, а несколько плоскостей, расположенных под разными углами в пространстве.
Для изготовления инструмента были созданы широкоуниверсальные инструментальные фрезерные станки, характеризующиеся повышенной точностью. К станкам прилагаются различные принадлежности, которые позволяют расположить обрабатываемую деталь под любым углом относительно инструмента, а также обеспечивают изготовление сложных деталей с многочисленными отверстиями: гладкими, ступенчатыми, резьбовыми.
На инструментальных станках можно обрабатывать точные и сложные детали приборов. Первоначально они были сконструированы по типу консольно-фрезерных, но впоследствии приобрели некоторые отличительные особенности и выделились в самостоятельную группу.
На станках при обработке сложных деталей могут быть применены многие методы обработки, например, фрезерование, сверление, растачивание, резьбонарезание, развертывание, строгание, а в некоторых случаях и шлифование.
Выпуск в больших количествах таких изделий, как автомобили, тракторы, самолеты и многие другие, потребовали изготовления на машиностроительных заводах многочисленных точных приспособлений. Некоторые из них, называемые кондукторами, изготовлять на обычном универсальном оборудовании оказалось затруднительным, так как требуемую точность универсальные станки не обеспечивали. Поэтому появилась другая группа точных станков—координатно-расточных, которые используются не только для расточки точных отверстий, но также и для разметки и контроля точных и сложных деталей. Первоначально это были тоже станки консольного исполнения, но затем их начали изготовлять с крестовым столом, а наиболее крупные из них с продольным столом, с двумя стойками и с поперечиной.
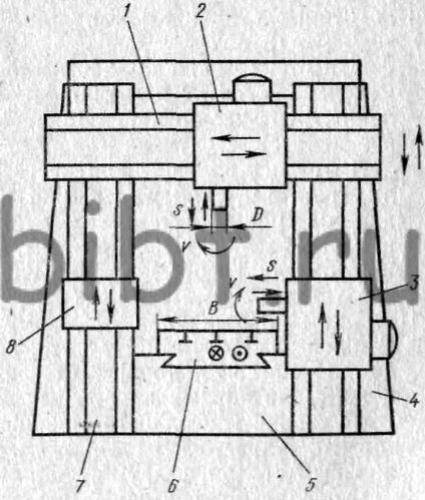
Рис. 14. Станок координатно-расточной двухстоечный: 1 — поперечина, 2 — вертикальная расточная бабка, 3 — горизонтальная расточная бабка, 4— правая стойка, 5 — станина, 6 — стол, 7 — левая стойка, 8 — люнет; D —диаметр шпинделя, v — движение вращения шпинделя, В — ширина стола, s — подача
Координатно-расточные станки (см. рис. 14) имеют на стойке одну расточную бабку с горизонтальным шпинделем, а на поперечине—вторую с вертикальным шпинделем. На станках можно осуществлять сверление, точную расточку с точным расположением отверстий относительно друг друга, нарезание резьбы, чистовое фрезерование, а иногда и шлифование. Эти станки часто используют как измерительные машины для контроля размеров деталей, изготовленных на других станках. Станки предназначены для самых точных работ. По своему назначению они сходны с широкоуниверсальными фрезерными станками. Как те, так и другие являются наиболее точными для своей группы станков и предназначены для изготовления инструмента, сложных и точных корпусных деталей и многих других ответственных деталей машин.
Для обработки тяжелых, наиболее крупных деталей, современные станки Делают не только фрезерными или строгальными, а комбинированными — фрезерно-строгально-расточными. Например, продольно-фрезерные станки с шириной стола 4000 и 5000 мм являются станками комбинированными. На этих станках можно производить фрезерование, строгание, сверление, растачивание. Они оснащаются шлифовальными бабками, чтобы при необходимости можно было осуществлять и шлифование.
Крупные детали обрабатывают на комбинированных станках, так как очень трудно переустанавливать детали со станка на станок. Кроме того, обрабатываемые детали при переустановках теряют точность. Поэтому все чаще детали обрабатывают на одном станке «с одной установки».
Фрезеровщикам, работающим как на небольших, так и на крупных фрезерных станках, нужно знать не только метод фрезерования, но и другие методы обработки и прежде всего — расточку.
Контрольные вопросы
1. Опишите наиболее характерные детали машин, обрабатываемые на универсальных металлорежущих станках.
2. Назовите наиболее распространенные методы обработки.
3. Назовите основные типы инструмента и укажите, при каких методах обработки они применяются.
4. Назовите основные типы фрезерных станков и укажите их особенности.
5. Перечислите основные типы расточных станков.
6. Опишите особенности методов фрезерования и растачивания.
7. Какая особенность инструментальных станков?
8. Какие станки называются комбинированными?