
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Встречное и попутное фрезерование.
На рис. 21 показан пример обработки торцовой фрезой. В корпус торцовой фрезы 5 установлены вставные зубья — резцы 4. Каждым резцом снимается припуск, определяемый подачей sz и глубиной резания t. Зубья фрезы срезают припуск по криволинейной траектории. В зависимости от расположения обрабатываемой детали относительно фрезы меняются условия резания.
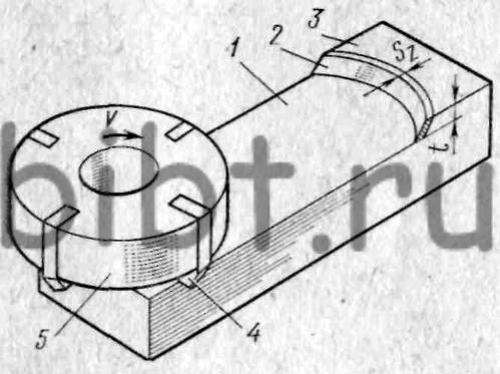
Рис. 21. Обработка торцовой фрезой: 1 — обработанная поверхность, 2— поверхность резания, 3 — обрабатываемая поверхность резания. 4 — резец (вставной нож), 5 — корпус фрезы; v — направление вращения фрезы, sz—подача, приходящаяся на один зуб фрезы, t — глубина резания
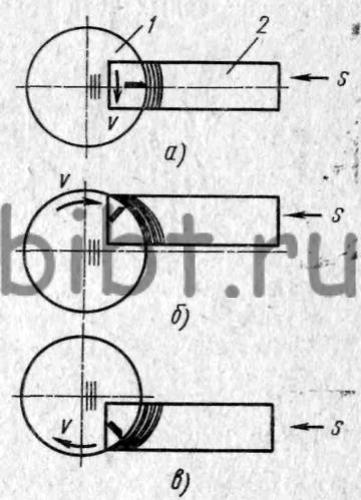
Рис. 22. Различные положения торцовой фрезы относительно обрабатываемой детали:
а— симметричное, б — выше центра (встречное фрезерование); в— ниже центра (попутное фрезерование); 1 — фреза, 2 — обрабатываемая деталь; v — направление вращения фрезы, s — направление подачи
На рис. 22 показано различное взаимное положение фрезы и обрабатываемой детали. На рис. 22, а обрабатываемая деталь 2 расположена относительно оси фрезы 1 симметрично. В этом случае сечение стружки в процессе резания хотя и не постоянно, но оказывается примерно одинаковым в момент входа резца в металл и в момент выхода. Направление действия силы резания по отношению к направлению подачи также не постоянно, но остается близким к 90°, особенно, если диаметр фрезы существенно больше ширины обрабатываемой поверхности.
В случае, когда деталь расположена относительно фрезы не симметрично (выше центра), как это показано на рис. 22, б, условия резания значительно изменяются. В момент входа резца в металл сечение стружки оказывается существенно меньшим, чем при его выходе. Движение резца в процессе резания осуществляется всегда навстречу движению подачи. Такие условия резания получили название встречного фрезерования.
Если обрабатываемую деталь сместить относительно оси фрезы в противоположную сторону (ниже центра), как это показано на рис. 22, в, то сечение стружки в момент входа резца в металл станет больше, чем при его выходе, а направление движения резца окажется близким к направлению подачи. Такие условия фрезерования получили название попутного фрезерования.
При обработке хрупких металлов иногда надо создавать условия плавного выхода резца из металла, чтобы не допустить выкрашивания кромки обрабатываемой детали. Это будет соответствовать методу попутного фрезерования. Однако при таком методе всегда возникает опасность произвольного перемещения обрабатываемой детали вместе со столом ставка в направлении движения режущей кромки. Это может произойти, если в механизме перемещения стола имеются большие зазоры. При произвольном перемещении стола процесс резания происходит рывками, увеличивается шероховатость обработанной поверхности и возникает опасность поломки фрезы. Поэтому прежде, чем установить режим попутного фрезерования, необходимо отрегулировать зазоры в механизме движения стола. Для этого на станке предусмотрены соответствующие устройства.
На рис. 23 показано попутное и встречное фрезерование применительно к фрезерованию цилиндрической фрезой.
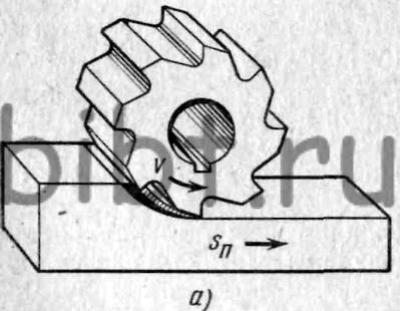
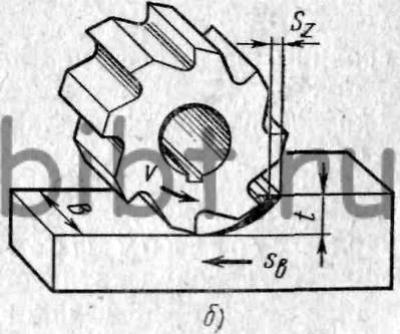
Рис. 23. Обработка цилиндрической фрезой:
а — попутное фрезерование, б— встречное фрезерование; v— направление вращения фрезы, sп—подача попутная, sв—подачавстречная, sz— подача на один зуб фрезы, t— глубина резания, В — ширина фрезерования
Из рис. 23, а видно, как изменяется сечение стружки от наибольшего значения к наименьшему при попутном фрезеровании и от наименьшего к наибольшему при встречном фрезеровании (рис. 23, б).
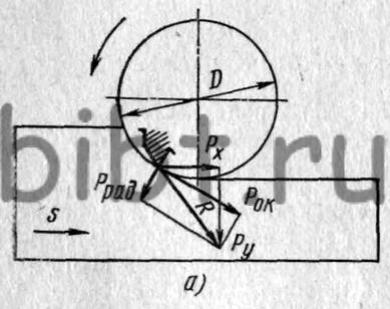
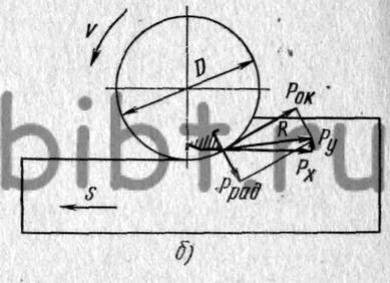
Рис. 24. Схема действия сил при встречном и попутном фрезеровании: а— попутное фрезерование, б — встречное фрезерование; R — сила резания, Рх — горизонтальная составляющая силы резания, Ру — вертикальная составляющая силы резания, Pок —окружное усилие, Pрад—радиальное усилие, s — направление подачи, v — направление вращения фрезы, D — диаметр фрезы
На рис. 24 показана схема действия сил, возникающих при различных методах фрезерования. Сила резания Rскладывается из окружного усилия Рок, направление которого совпадает с направлением скорости резания v, и радиального усилия Ррад.величина которого пропорциональна глубине резания. Для сравнения условий резания рассматривается положение режущей кромки, когда она находится под одним и тем же углом относительно вертикали (рис. 24, а, б). В этом случае сечение стружки будет одинаковым. Одинаковым будут и величины силы резания окружного и радиального усилий, но направления векторов силы окажутся различными.
Разложим вектор силы резания на две составляющие Рх и Ру и сравним их действие при попутном и встречном фрезеровании.
Горизонтальная составляющая Рх при попутном фрезеровании действует в том же направлении, что и подача, а вертикальная составляющая Ру направлена вниз, прижимая обрабатываемую деталь к столу.
При встречном фрезеровании горизонтальная составляющая Рхнаправлена навстречу подаче, а вертикальная составляющая Ру обращена вверх, как бы отрывая деталь от стола. Чем больше величина припуска, тем в большей степени проявляется действие этой составляющей.
Если при попутном фрезеровании опасными являются зазоры в резьбовом соединении ходового винта и гайки станка, с помощью которых стол перемещается в направлении подачи, то при встречном фрезеровании опасность вызывают зазоры в направляющих стола поскольку вертикальная составляющая Ру может приподнять стол вместе с обрабатываемой деталью, а это приведет к возникновению колебаний (вибраций). Механизмы подач стола при встречном фрезеровании испытывают наибольшую нагрузку. Для этого случая регулируются предохранительные механизмы станка.