
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Развертки
Развертки предназначены для чистовой обработки цилиндрических и конических сквозных и глухих отверстий. Они обеспечивают получение размеров по 2—3-му классам точности.
Конструкции наиболее часто употребляемых разверток показаны на рис. 41. На рис. 41, а, б представлены цельные развертки, предназначенные для обработки цилиндрических и конических отверстий. На рис. 41, в показана сборная (насадная) развертка, крепящаяся на оправке, а на рис. 41, г сборная развертка, крепящаяся на борштанге. Сборные развертки могут изготовляться как с нерегулируемыми по диаметру ножами (цельная) 1 так и с регулируемыми 2 (вставные ножи).


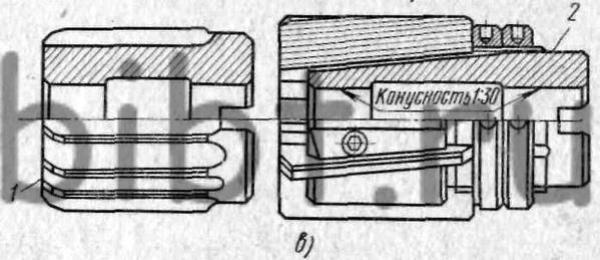
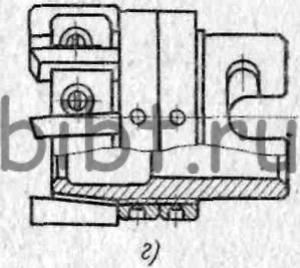
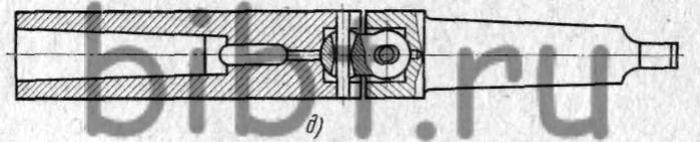
Рис. 41. Развертки:
а — цельная для цилиндрических отверстий, б — цельная для конических отверстий, в — насадные: 1 — цельная, нерегулируемая, 2 — со вставными ножами, регулируемая; г — сборная, крепящаяся на борштанге, д — оправка для крепления развертки
Для обработки отверстий ступенчатой формы применяют также развертки, имеющие ступенчатую форму. Ступенчатые развертки применяют и при предварительной обработке конических отверстий. Внешне развертки сходны с зенкерами, хотя имеют существенное отличие в назначении.
Режущая кромка развертки располагается на небольшом участке конической поверхности (см. эск. к табл. 13) с малым углом конуса для сквозных отверстий и с углом 45° для отверстий глухих, а за режущей частью выполняется калибрующая цилиндрическая часть. Вдоль кромки на калибрующей части сохраняется цилиндрическая фаска, что делает задний угол α на этом участке развертки равным нулю.
Таблица 13 Геометрические параметры зубьев развертки
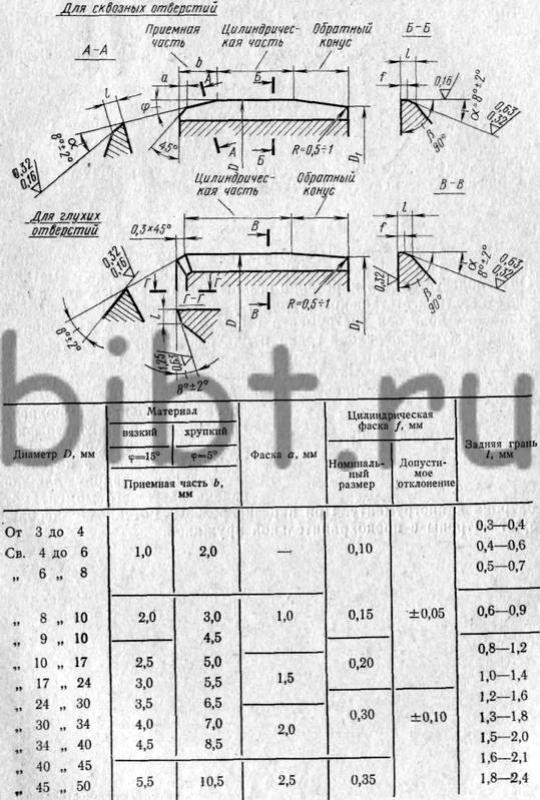
За цилиндрической частью выполняется пологий обратный конус. Шаг между режущими кромками по окружности у разверток часто делается неравным. Это делается для достижения правильной формы отверстия. Допустим, что обрабатываемый материал имеет неоднородную твердость, тогда при симметричном расположении зубьев зуб развертки, встречаясь с участком повышенной твердости, заставляет всю развертку смещаться в противоположную сторону, и каждый зуб на противоположной стороне оставляет в отверстии углубление.
В результате возникает неправильная— граненая поверхность отверстия. Если же шаг между режущими кромками неравный, тогда погрешности отверстия сглаживаются, более равномерно распределяясь по окружности. Форма отверстия приближается к идеальной правильной окружности. Обычно развертки ориентируются по предварительно обработанному отверстию, поэтому развертки крепят в качающихся оправках (рис. 41, д) или в так называемых плавающих патронах, которые обеспечивают самоустановление инструмента по отверстию.