
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Быстроходная головка для фрезерного станка модели 676П. Долбежная головка для 676П.
В корпусе 6 быстроходной головки (рис. 78) на подшипниках 7 и 11 смонтирован шпиндель 1. Корпус находится внутри обоймы 4, в которой смонтировано кольцо 9. На шпиндель напрессовано кольцо 2. В уширенной части корпуса образованы отверстия, в которых свободно размещаются шарики 10. При сборке между обоймой 4 и кольцом 9 ставят пружины 3 и в этом положении детали фиксируются относительно корпуса пружинным кольцом 5. В обойму запрессован штифт 8. Один конец штифта входит в гнездо кольца 9, а второй, выступающий конец, входит в отверстие, имеющееся в шпиндельной бабке или в вертикальной головке.
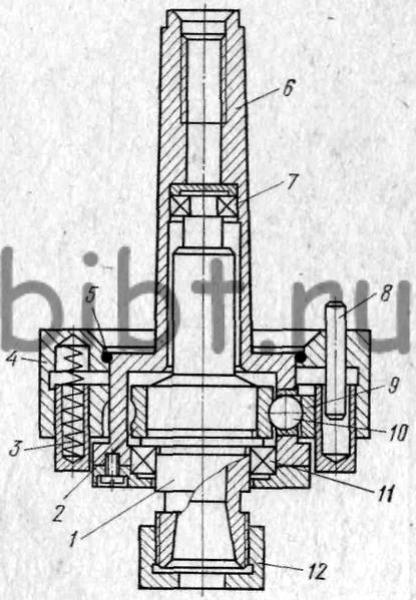
Рис. 78. Быстроходная головка станка модели 676П:
1 — шпиндель, 2, 9 — кольцо, 3 — пружина, 4 — обойма, 5 — пружинное кольцо, 6 — корпус головки. 7, 11 — подшипник, 8 — штифт, 10 — шарик, 12 — гайка накидная
При установке корпуса головки 6 в шпиндель станка обойма 4 упирается своим торцом в неподвижные части головки или шпиндельной бабки и удерживается от поворота штифтом 8. При этом обойма 4 отходит от пружинного кольца 5, благодаря чему исключается трение обоймы о кольцо при вращении корпуса 6. Когда корпус 6 начинает вращаться, он увлекает за собой шарики 10. Под действием пружин шарики находятся в надежном контакте с кольцами 9 и 2. Поскольку наружное кольцо 9 неподвижно, шарики, катясь по нему, заставляют вращаться внутреннее кольцо, а с ним и шпиндель 1 со скоростью большей, чем у корпуса 6.
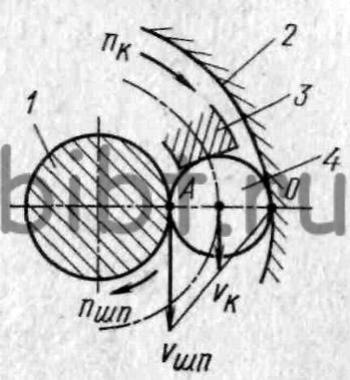
Рис. 79. Взаимодействие частей быстроходной головки:
1 — шпиндель, 2 — неподвижное кольцо, 3 — вращающийся корпус головки, 4 — шарик, 0 — точка мгновенного контакта шарика с неподвижным кольцом, А — точка контакта шарика со шпинделем головки, Vк — вектор скорости корпуса, Vшп — вектор скорости шпинделя, nшп— направление вращения шпинделя, nк— направление вращения корпуса
На рис. 79 показано взаимодействие частей головки в процессе движения. Точка контакта шарика 4 с неподвижным кольцом 2 обозначена точкой О. В рассматриваемое мгновение скорость кольца и шарика равна нулю. Из центра шарика 4 построим вектор скорости корпуса vк и через точки О и конец вектора vк проведем прямую до пересечения с касательной, проведенной из точки А. Пересечение прямой и касательной определит величину вектора скорости шпинделя vшп быстроходной головки.
Из схемы видно, что вектор скорости шпинделя vшп вдвое больше вектора скорости корпуса. Таким образом, схема дает наглядное представление о том, как с помощью шарикового механизма удается повысить частоту вращения шпинделя.
Повышенные числа оборотов позволяют рационально использовать на станке сверла малого диаметра. Сверла с цилиндрическим хвостовиком крепятся в головке с помощью цанг и накидной гайки 12 (см. рис. 78).
Долбежная головка для фрезерного станка модели 676П.
Корпус 12 долбежной головки (рис. 80) снабжен направляющими, по которым перемещается долбяк 6. В долбяке устанавливается долбежный резец 1 с помощью кольца 2, крепежного болта 3, шайбы 4 и гайки 5.
Долбяк приводится в движение кривошипным механизмом, состоящим из корпуса кривошипа 11, связанного со шпинделем бабки, кривошипным пальцем 10, перемещаемым по направляющим корпуса кривошипа, винтом 9, шатуном 8 и осью шатуна 7.
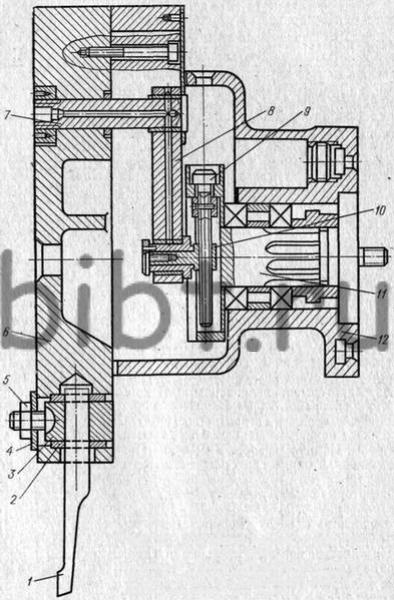
Рис. 80. Долбежная головка станка модели 676П: 1 — резец, 2 — кольцо, 3 — крепежный болт, 4 — шайба, 5 —гайка, 6 — долбяк. 7 —ось шатуна, 8— шатун. 9 — винт, 10 — кривошипный палец, 11 — корпус кривошипа, 12 — корпус
На рис. 80 ось пальца кривошипа 10 изображена совмещенной с осью вращения корпуса кривошипа 11. При таком положении пальца величина хода долбяка равна нулю. Если винтом 9 ось пальца сместить на некоторую величину, то она расположится эксцентрично относительно оси корпуса, и долбяк 6 получит перемещение, равное удвоенному эксцентриситету пальца за один оборот шпинделя.
На корпусе долбежной головки устанавливается табличка, на которой указана величина хода долбяка и допустимые при этом числа оборотов шпинделя. Превышать допустимые величины нельзя, так как вращательное движение шпинделя в данном случае преобразовывается в возвратно-поступательное движение долбяка. В процессе изменения направления движения возникают инерционные силы. Наличие зазоров в механизме способствует возникновению ударов, а они, в свою очередь, могут вызвать нарушение точности станка.
Некоторые обязательные требования при эксплуатации долбежной головки: не допускать повышенных зазоров в механизме головки, следить за смазкой трущихся поверхностей, не устанавливать чрезмерно большое число двойных ходов долбяка в минуту.
На универсальных строгальных и долбежных станках во избежание трения резца о поверхность обрабатываемой детали в процессе холостого (обратного) хода имеются устройства для отвода режущей кромки резца от обрабатываемой поверхности.
В конструкции долбежной головки станка модели 676П подобных механизмов нет. Резец закрепляется в долбяке жестко и его положение при обратном ходе не изменяется. Это значит, что если в процессе работы головки будет осуществляться подача обрабатываемой детали, резец задней гранью может тереться об обрабатываемую деталь. Поскольку долбежная головка применяется при обработке сложных поверхностей, когда отвод резца при обратном ходе не осуществляется, работу необходимо осуществлять с минимальными подачами 0,03÷0,05 мм на двойной ход долбяка.