
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Оправка-центроискатель. Установочный центр.
Оправка-центроискатель. Для установки кромки (грани) обрабатываемой детали относительно оси шпинделя или для выверки угла наклона универсального поворотного стола предназначена оправка-центроискатель.
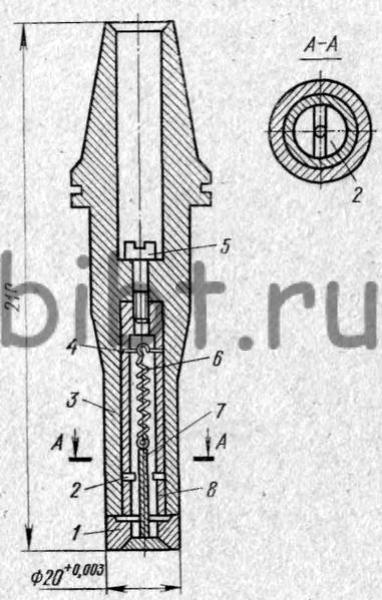
Рис. 99. Оправка-центроискатель (стержневой калибр со смещающимся кольцом): 1 — смещающееся кольцо, 2 — сектор. 3 — Корпус, 4 — штифт, 5 — винт, 6 — пружина, 7 — шток, 8 — гильза
Оправка-центроискатель (стержневой калибр со смещающимся кольцом) показана на рис. 99. В устройство оправки входят: корпус 3, имеющий в нижней части цилиндрическую калиброванную поверхность диаметром 20 мм, а в верхней части конусный хвостовик для сопряжения с конусным отверстием шпинделя станка; гильза 8, которая крепится к корпусу 3 винтом 5. Внутри гильзы располагается пружина 6, один конец которой крепится к гильзе штифтом 4, а второй к штоку 7. Шток соединен с кольцом 1. Секторы 2 ограничивают перемещение кольца. Кольцо, так же как и корпус, имеет калиброванную поверхность диаметром 20+0,003 мм.
Перед началом выверки кольцо 1 несколько смещается относительно центра оправки. При вращении шпинделя с частотой вращения 500—600 об/мин кольцо имеет биение. Приближая контролируемую кромку или поверхность к кольцу 1, постепенно уменьшают биение кольца. Положение, при котором биение не обнаруживается, соответствует расстоянию контролируемой поверхности от оси шпинделя на величину радиуса кольца, т. е. 10 мм. Точность такого способа установки равна 0,01 мм.
Оправка может быть использована и без кольца. В этом случае кромка обрабатываемой детали или приспособления устанавливается относительно калиброванной части оправки. Во избежание непосредственного касания оправки с контролируемой поверхностью, что может вызвать повреждение поверхности оправки, следует в зазор между поверхностью оправки и детали вводить щуп или мерительную плитку, учитывая при этом, что расстояние от оси шпинделя до контролируемой поверхности равно сумме размеров радиуса оправки и размеру мерительной плитки.
Установочный центр.Для совмещения осей сравнительно небольших отверстий или кернов на поверхности обрабатываемых деталей с осью шпинделя служит установочный центр. Точность установки ниже по сравнению с другими центроискателями. Установочные центры различных конструкций и схема выверки и закрепления обрабатываемой детали представлены на рис. 100. В комплект станка входят резцедержатели: с точной подачей и универсальный.
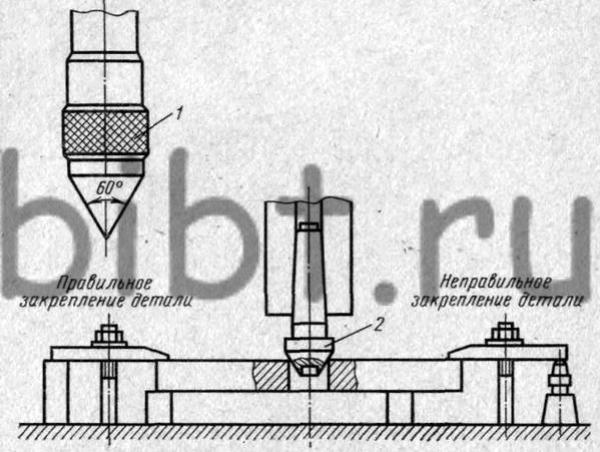
Рис. 100. Установочные центры и схема выверки обрабатываемой детали:. 1 — установочный центр для выверки по керновым отверстиям, 2 — установочный центр для выверки деталей по крупным отверстиям