
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Автоматизация станков на базе применения систем числового программного управления (ЧПУ).
Сущность программного управления станками может быть представлена в следующем виде.
На станке для каждого рабочего перемещения (продольного хода, поперечного или вертикального) применяется отдельный специальный двигатель (так же, как и у станка модели 2Д450, см. гл. III). Рядом со станком устанавливается пульт программного управления, который соединен с двигателями рабочих перемещений.
Для того чтобы станок начал работать, в пульт вводится программа. Программа представляет собой бумажную перфорированную ленту, на которой в определенной последовательности пробиты круглые отверстия — перфорации. В пульте рулон ленты устанавливается на ось бобинодержателя, а затем лента пропускается через механизм фотосчитающето устройства. В фотосчитающем устройстве лента освещается пучком света от небольшой электрической лампочки. Если луч света проходит через имеющееся на ленте отверстие, он попадает на фотоэлемент и возбуждает в нем электрический сигнал. Сигнал усиливается и направляется к станку, где он приводит в действие соответствующие двигатели и механизмы.
В современных станках с ЧПУ для обеспечения необходимой точности и надежности работы применяется система обратной связи. Эта система сравнивает заданное перемещение с выполненным и, если оно не соответствует заданному, в него вносятся соответствующие изменения за счет дополнительных команд.
Для осуществления обратной связи на станке устанавливают датчики, представляющие собой механизмы отсчета перемещений, в которых линейное или круговое перемещения вызывают электрические сигналы определенного уровня и формы.
Многие станки с ЧПУ создавались на базе универсальных. Поэтому те и другие внешне очень сходны.
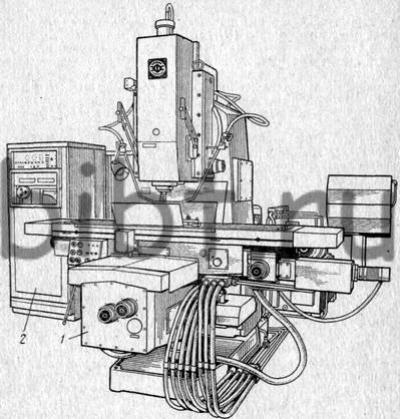
Рис. 138. Консольно-фрезерный станок модели 6Р13ФЗ с программным управлением:
1 — станок, 2 — пульт программного управления
На рис. 138 приведен консольно-фрезерный станок с программным управлением модели 6Р13ФЗ. Этот станок относится к числу наиболее простых. Если программой обработки предусматривается смена инструмента, она осуществляется на станке вручную.
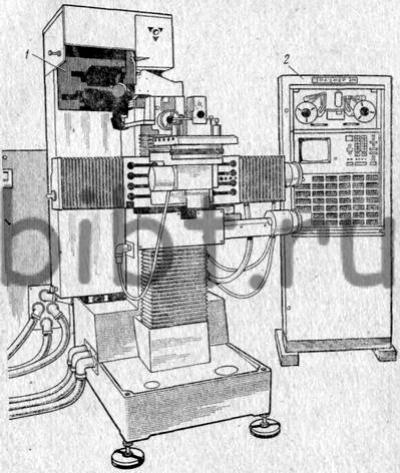
Рис. 139. Широкоуниверсальный фрезерный станок модели 6А76ПМФ2, оснащенный системой числового программного управления и инструментальным магазином: 1 — цепной инструментальный магазин, 2 — пульт программного управления
На рис. 139 показан широкоуниверсальный фрезерный станок модели 6А76ПМФ2. Этот станок изготовлен на базе широкоуниверсального инструментального станка. На левой стенке станка смонтирован цепной инструментальный магазин, в котором могут расположиться до 30 различных инструментов. Смена инструмента в шпинделе станка осуществляется автоматически по программе. Специальным поворотным механизмом инструмент из магазина устанавливается в шпиндель.
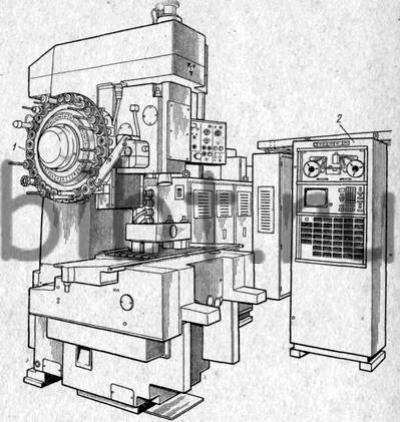
Рис. 140. Координатно-расточный станок с числовым программным управлением и с инструментальным магазином модели 243ВМФ2:
1 — дисковый инструментальный магазин, 2 — пульт программного управления
Имеются станки, на которых магазины выполняются в виде дисков. На рис. 140 показан координатно-расточный станок с ЧПУ и инструментальным дисковым магазином модели 243ВМФ2.
Форма магазинов и место их расположения на станке могут быть различными.
На станках с инструментальными магазинами в режиме автоматического управления могут выполняться различные операции: сверление, расточка, нарезание резьбы, фрезерование. Такие станки получили название «обрабатывающих центров».
На станках с инструментальными магазинами можно автоматизировать обработку деталей, изготовляемых малыми партиями. Для установки детали на станке используют либо зажимные устройства типа тисков, либо устройства, которые собирают из элементов универсальных сборных приспособлений. Для того чтобы обработка одиночных деталей или малых партий на таких станках была выгодной, необходимо, чтобы процесс составления программы был нетрудоемким и кратковременным. На первом этапе развития станков с ЧПУ наибольшие препятствия для широкого применения станков возникали из-за большой трудоемкости составления программ. За последнее время в этой области достигнуты большие успехи. Составление программы существенно упрощено.
Например, если на чертеже детали показано определенной глубины разьбовое отверстие, технолог в исходных данных для программирования указывает координаты отверстия, глубину отверстия и обозначение нарезаемой резьбы. Эти данные с помощью печатающего аппарата вводятся в закодированном виде в управляющую машину. Машина выдает в виде перфорированной ленты программу для станка, предусматривающую все необходимые перемещения рабочих органов станка, в том числе смену инструмента; последовательный ввод в работу малого сверла, более крупного сверла, зенкера, метчика и т. д. Параллельно с выдачей программы машина может выдать словесным текстом перечень всех инструментов, их размеры и т. д. Выдача программы осуществляется машиной в короткое время.
Прогресс в области вычислительной техники позволяет применять станки с ЧПУ в условиях мелкосерийного производства там, где до сих пор применялись только универсальные металлорежущие станки. Высокая надежность современных систем программного управления позволяет гарантировать повторение размеров обрабатываемых деталей с высокой точностью. Один человек может обслуживать целую группу станков с ЧПУ. Таким образом, станки с ЧПУ позволяют не только повысить точность обрабатываемых деталей, но и многократно повысить производительность, труда.
Производительность труда на станках с ЧПУ повышается не только за счет возможности их многостаночного обслуживания, но и за счет тою, что на них можно осуществлять такие операции, которые на обычных универсальных станках были бы невыполнимы. Например, если требуется обработать отверстие с большим припуском, на универсальном расточном станке пришлось бы осуществлять большое количество проходов расточным резцом и это заняло бы много времени. На станке с ЧПУ большой припуск снимается концевой фрезой, совершающей путь по круговой траектории. Во многих случаях такая операция может являться не только предварительной, но и окончательной.
Производительность труда при замене расточки фрезерованием повышается во много раз. Приведенный пример свидетельствует также о том, что на станках с ЧПУ изготовление деталей, имеющих криволинейную или пространственно сложную форму, не вызывает серьезных затруднений. Это справедливо для станков, у которых возможна одновременная работа по двум координатам. Есть станки, у которых возможно перемещение одновременно в одном, в двух, трех и иногда в большем количестве направлений.
На автоматизированных участках из станков с ЧПУ механизируются операции контроля деталей, складирования заготовок и деталей сборных приспособлений, операции сбора стружки, очистки от стружки приспособлений и обрабатываемых деталей и др. Внедрение станков с числовым программным управлением, является одним из основных средств повышения производительности труда на предприятиях с мелкосерийным характером производства.
Контрольные вопросы
1. В каком направлении совершенствуются станки?
2. Как. влияет на технические данные станка качество инструмента?
3. Что собой представляют современные инструментальные материалы и как они называются?
4. Приведите некоторые геометрические параметры современного инструмента из ПТНБ.
5. Назовите режимы обработки инструментом, оснащенным ПТНБ.
6. Как вы представляете работу станка, оснащенного системой числового программного управления?