
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 27. Сверлильно-пазовальные деревообрабатывающие станки. Сверла дереворежущие.
Сверлильные станки по дереву предназначены для высверливания круглых сквозных и несквозных отверстий и образования продолговатых пазов в деревянных деталях столярно-строительных изделий. Станки бывают одно- и многошпиндельные, горизонтальные и вертикальные.
Сверлильные деревообрабатывающие станки выпускают следующих типов: СВПГ-2 (сверлильно-пазовальный двусторонний), СВПГ-3 (для обработки прямых и наклонных пазов), вертикальные СВП-2, СВП-3 (сверлильно-пазовальные), СВСА-2, СВСА-3 (для высверливания и заделки сучков).
В зависимости от характера и условий выполняемых работ используют сверла разных видов. Конструкция сверл должна быть такой, чтобы при заточке не изменялись режущие параметры, режущие элементы должны обеспечивать свободный процесс резания, получаемая стружка должна легко удаляться из отверстия.
Для сверления отверстий в различных породах древесины поперек волокон применяют сверла спиральные дереворежущие с центром и подрезателем (ГОСТ 22053-76) (рис. 102, а) диаметром 4...32, длиной 80...200 мм. Для высверливания отверстий в древесине вдоль волокон используют сверла спиральные (ГОСТ 22057-76) с конической заточкой (рис. 102,б) длинной и короткой серий. Сверла короткой серии имеют диаметр 2...12, длину 25...145 мм, длинной серии - диаметр 5...20, длину 130...210 мм.
Кроме этого, для сверления отверстий в древесине применяют сверла спиральные с цилиндрическим хвостовиком, оснащенные пластинами из твердого сплава (ГОСТ 22735-77), диаметром 5...16 мм, длиной для укороченной серии 70...138, для нормальной серии - 86...178 мм.
Сверла спиральные с коническим хвостовиком, оснащенные пластинами из твердого сплава (ГОСТ 22736-77), выпускаются диаметром 10... 30 мм, длиной 140...275 мм для укороченной серии и 168...324 мм - для нормальной серии.
Для выпиливания пробок и заделки сучков используют цилиндрические пилки с выталкивателем (рис. 102, в, г).
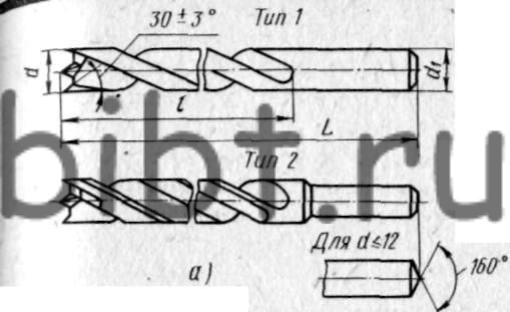
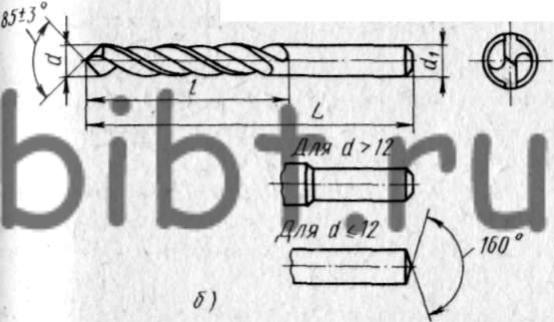
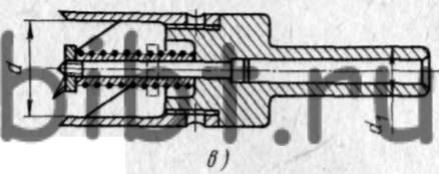
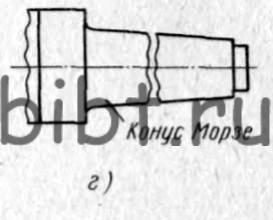
Рис. 102. Сверла дереворежущие:
а - спиральные дереворежущие с центром и подрезателями, б - спиральные с конической заточкой, в - цилиндрическая пилка с выталкивателем и цилиндрическим хвостовиком, г - то же, с конусным хвостовиком; d - диаметр сверла, d,-диаметр хвостовика, l - длина рабочей части, L - длина сверла
Для выборки гнезд на сверлильно-пазовальных станках применяются фрезы дереворежущие концевые цилиндрические (ГОСТ 8994-80). Фрезы бывают однозубые (тип 1) и двузубые (тип 2), правого и левого вращения с прямой канавкой и правого вращения с винтовой канавкой. Фрезы имеют диаметр 4...25 и длину 50...160 мм.
Перед работой сверлильные станки настраивают: в патрон вставляют сверло требуемого диаметра, устанавливают его на нужной высоте, с тем чтобы сверло подходило к детали в том месте, где будет выбираться отверстие, гнездо.
Сверлить отверстия можно по разметке, упору, шаблону или кондуктору. При сверлении отверстий по разметке на детали предварительно наносят центр сверления отверстия. После разметки деталь кладут на стол, проверяют, чтобы ось сверла находилась точно против точки разметки, закрепляют ее и производят пробное сверление. Этот способ сверления трудоемок, так как требуется размечать каждую деталь. Более производителен способ сверления по упору. Подготовка станка при сверлении по этому способу состоит в следующем: на столе станка устанавливают линейку, упор, которые фиксируют точное положение детали на столе, и при подаче сверла отверстие выбирается в точно заданном положении.