
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Приспособление для отрезания, гибки и развальцовки труб.
Новаторами А. И. Щербаковым, В. В. Мороз и Е. И. Ленько Витебского станкообъединения создано приспособление (рис. 94) для отрезания, гибки и развальцовки стальных и медных труб диаметром 4—20 мм. При смене зажимных губок возможна развальцовка труб диаметром до 35 мм.
Приспособление устроено следующим образом. На плите 1 на направляющих 3 установлены салазки 4 с электродвигателем 12 марки АОЛ-2-21-2 мощностью 1,5 квт. Салазки получают возвратно-поступательное движение от рукоятки 17 через систему рычагов. На одном конце вала ротора электродвигателя 12 смонтирован шкив с фрикционом, который через клиноременную передачу приводит в движение механизм резки труб, состоящий из гитары 19 и шпиндельной головки. На шпиндельной головке крепится отрезной круг.
На другом конце вала установлен конический наконечник 16, оснащенный пластинками твердого сплава ВК8 и служащий для развальцовки конца трубы, закрепленной в зажимном устройстве. Последнее состоит из двух шарнирно соединенных губок 11 и 10, основании 5, эксцентрика 13 и стойки 14. Губки фиксируются в требуемом положении рукояткой 15. Для зажима трубы на плите установлены пневматические тиски 21. Зажим трубы производится рукояткой 22.
Устройство для гибки труб смонтировано на плите 1 и состоит из набора роликов 7, оси 8 и планки 6. Гибка производится вручную, при помощи рукоятки 9. Диаметр ролика зависит от диаметра изгибаемой трубы. Приспособление снабжено ящиком 2 для сменных роликов, планок и инструмента.
Для отрезания труб салазки 4 закрепляются фиксатором, а барашком 20 зажимается фрикцион привода отрезного круга. Гитара с отрезным кругом рукояткой 18 перемещается вниз, при этом включение электродвигателя произойдет автоматически через микропереключатель. После выполнения операции отрезной круг возвращается в верхнее положение, и электродвигатель отключается.
Для гибки труб необходимо подобрать ролик 8 с желобом, соответствующий диаметру изгибаемой трубы. Планку 6 повернуть к ролику стороной с пазом, также соответствующим диаметру трубы. Труба при этом ложится вдоль планки и один конец вставляется в ушко ролика. Определив заранее место изгиба трубы, нужно рукояткой 9 повернуть ролик на заданный угол. По окончании гибки ролик приподнимается, снимается с оси и труба освобождается.
Перед началом развальцовки необходимо при помощи барашка 20 освободить и отключить механизм отрезки, а зажимные губки 10 и 11 переместить по основанию 5, до совмещения центра необходимого отверстия губок с осью наконечника 16. Труба устанавливается с вылетом торца за торец зажимных планок на 3—4 мм и через эксцентрик зажимается рукояткой 15. Затем рукояткой 17 салазки с электродвигателем подаются на трубу, и микропереключатель автоматически включает электродвигатель. Наконечник 16 вводится в трубу, прижимается к ней и за счет трения обеспечивает быстрый нагрев трубы.
Испытание приспособления показало высокое качество развальцовки, отрезания и гибки труб, а также большую производительность. Развальцовка медной трубы диаметром 22x2 мм, например, производится за 1,5 сек машинного времени, а развальцовка стальной трубы диаметром 22 x 4 мм — за 4 сек. С внедрением приспособления производительность увеличилась в 5—6 раз.
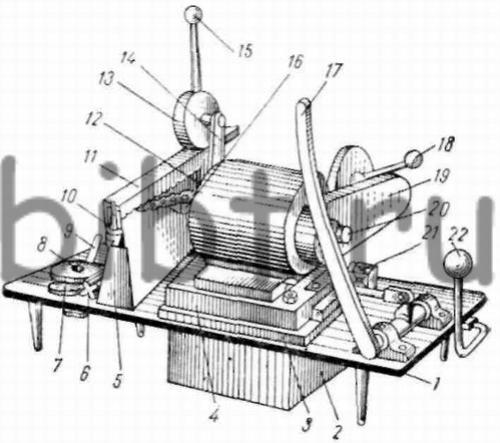
Рис. 94. Приспособление для отрезания, гибки и развальцовки труб