
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Глава III ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ, НАРЕЗАНИЯ РЕЗЬБЫ И СЛЕСАРНОЙ ОБРАБОТКИ
9. Вспомогательный инструмент для обработки отверстий.
Быстродействующий самозажимной сверлильный патрон.
Конструкция стандартных сверлильных патронов не обеспечивает хорошего центрирования и надежного крепления зажимаемого режущего инструмента и вызывает большие затраты времени при частой смене инструмента в рабочих условиях.
Новатор А. В. Антропов предложил простой в конструктивном решении и несложный в изготовлении самозажимной патрон (рис. 37).
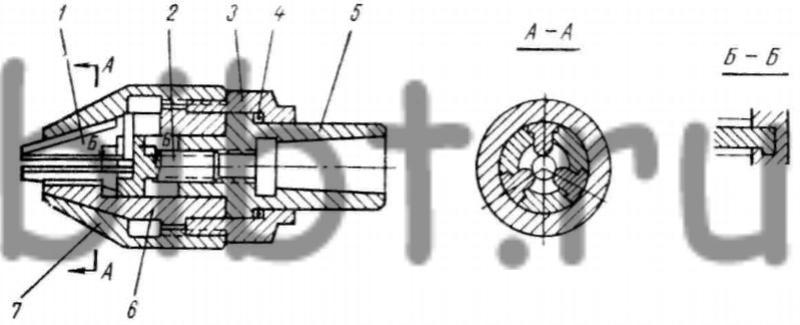
Рис. 37. Быстродействующий самозажимной сверлильный патрон
Патрон состоит из корпуса 7, в который при помощи гайки 3 вмонтированы обойма 6 и хвостовик 5 с винтом 2, имеющим левую резьбу. Между гайкой 3 и хвостовиком 5 установлен шариковый упорный подшипник 4. В обойме на равных друг от друга расстояниях профрезерованы три паза, в которых помещены кулачки 1. На головке винта 2 прорезаны три радиальных Г-образных паза, предназначенных для подвижного радиального соединения кулачков 1 с винтом 2.
При вращении хвостовика 5 относительно корпуса патрона винт 2 вывинчивается или завинчивается и сообщает кулачкам осевое и радиальное движение, заставляя их скользить как по внутреннему конусу корпуса 7, так и по буртику обоймы 6. Таким образом обеспечивается совмещенное аксиальное и радиальное перемещение кулачков и соответственно этому зажим или освобождение инструмента.
При сверлении хвостовик 5 стремится провернуться относительно корпуса патрона по часовой стрелке и вывернуть винт 2, который смещает кулачки и усиливает силу зажима сверла. При смене сверла следует, поддерживая хвостовик 5, вращать корпус 7 против часовой стрелки, при этом винт 2 перемещает кулачки 1 и обеспечивает их разжим. Применение шариковой опоры дает возможность легко производить разжим даже при значительной силе затягивания. Патрон обеспечивает закрепление режущего инструмента диаметром от 0,9 до 12 мм.
При изготовлении патронов необходимо выполнить следующие технические условия:
1) корпус 7 патрона должен легко вращаться по отношению хвостовика 5;
2) кулачки 1 должны легко перемещаться в пазах обоймы 6 и винта 2;
3) радиальное биение контрольных оправок диаметром 5 и 12 мм не должно превышать 0,12 мм на расстоянии 30 мм от торца патрона.
Сохраняя существо конструкции, можно изготовить патрон и для сверл меньших и больших диаметров.