
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Приспособление для полирования спиральных канавок в сверлах.
Приспособление, разработанное на Воронежском электротехническом заводе, позволяет производить все виды настроек по углу и по шагу спирали сверла (рис. 47). Плиту 1 приспособления ориентируют на столе плоскошлифовального станка при помощи шпонок 18 и закрепляют двумя болтами в Т-образных пазах стола станка.
Обрабатываемое сверло пропускают через отверстие стойки 4 и вставляют в отверстие цанги 9, где закрепляют ключом 15 посредством тягового винта. Вращение и продольная подача сверла осуществляются при помощи маховика 14, валика 16, шестерен 17 и 11, копирной гайки 12 и копирного винта 13.
Наклон сверла на необходимый угол производится системой рычагов 8 и 5 и тяг, которые воздействуют на сферическую гайку 3, помещенную на корпусе 6. Корпус 6 совершает поворот вокруг оси 10, благодаря чему обрабатываемое сверло наклоняется на необходимый угол.
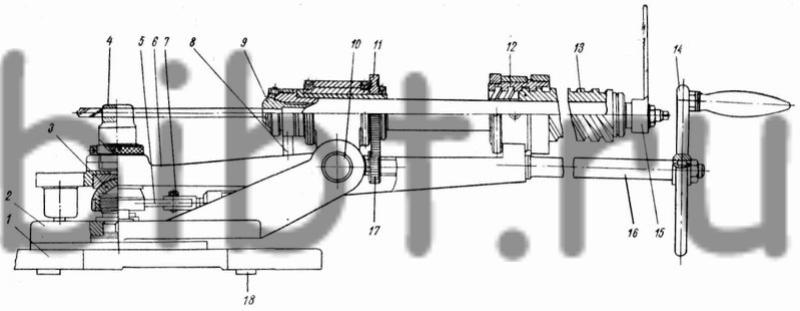
Рис. 47. Приспособление для полирования спиральных канавок в сверлах
Положение паза стойки 4 вместе с обрабатываемым сверлом относительно шлифовального круга устанавливается поворотом плиты 2 относительно плиты 1. Фиксирование режущих граней обрабатываемого сверла при полировании производится стопором, входящим в конусное отверстие корпуса 6.
Угол поворота сферической гайки 3 регулируют перестановкой чеки 7 в одно из отверстий рычага 5.
Техническая характеристика приспособления:
Диаметр обрабатываемых сверл в мм 1,9—4,9
Габаритные размеры (длина х ширина х высота) в мм 680 x 160 x 150
Вес в кг 30