
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Угловая скоба В. А. Кузьмина и А. М. Сысоева
На основе использования индикатора часового типа новаторы В. А. Кузьмин и А. М. Сысоев создали конструкцию угловой скобы, предназначенной для измерения и контроля диаметров деталей типа валов. Угловая скоба (рис. 4, а) состоит из корпуса 5, зажимной гайки 6, цанги 7, индикатора 8, сменного наконечника 3 и рабочих губок 2. Рабочие губки, сменный наконечник и цанга термически обработаны. Угол между рабочими губками выбран таким, чтобы при изменении измеряемого диаметра детали 1 на какую-либо величину, показания индикатора соответствовали этой величине.
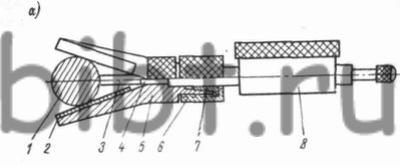

Рис. 4. Угловая скоба В. А. Кузьмина и А. М. Сысоева (а) и шаблон (б)
Иными словами, при увеличении диаметра на 1 мм, показания индикатора должны увеличиваться также на 1 мм. Это условие выполняется в том случае, когда угол между рабочими губками равен 38°56'. Допускаемое отклонение—0°01'. Условием точной работы скобы является совпадение биссектрисы угла и оси штока индикатора. Это достигается пригонкой рабочих губок 2 на корпусе призмы 5 по специальному шаблону (рис. 4, б), у которого угол между рабочими кромками шаблона также равен 38°56'. Хвостовик шаблона и отверстие под шток 4 в корпусе призмы выполнены по скользящей посадке.
С помощью данной скобы после соответствующей настройки, которая осуществляется по гладким цилиндрическим калибрам, можно измерять диаметры с интервалом 10 мм.
Так как общая величина перемещения штока индикатора равна 10 мм, то для настройки прибора следует применять калибр, диаметр которого равен нижнему пределу измерения плюс 5 мм. Например, для интервала измерения 10—20 мм диаметр калибра будет равен 15 мм и т. д.
Настройка скобы осуществляется следующим образом. В шток 4 (рис. 4, а) индикатора устанавливается соответствующий сменный наконечник (длина сменных наконечников равна 10, 20 и 30 мм). После этого в скобу вставляется необходимый калибр и плотно прижимается к рабочим губкам. Перемещением индикатора вдоль оси скобы совмещают стрелку малого циферблата с делением 5. Затем поворотом основной шкалы нулевое ее деление совмещается с большой стрелкой, после чего индикатор закрепляется с помощью гайки 6 и цанги 7.
При измерениях диаметров до 10 мм отсчет снимается непосредственно со шкал индикатора (целые миллиметры по малой, а сотые доли по большой). В случае измерений диаметров 10—20 мм к нижнему значению интервала настройки прибавляются показания индикатора, например: 10 + 3,68 = 13,68 мм.
Скоба проста в изготовлении и значительно сокращает время, затрачиваемое на измерения. Если рабочие поверхности призмы и наконечник армировать твердым сплавом, то можно производить измерение диаметра и на ходу станка (например, при шлифовании), а также контролировать овальность, граненость, конусность и т. д. Время, затрачиваемое на контроль, при этом меньше, чем при пользовании микрометром.
Угловая скоба используется в процессе выполнения технологической операции. На контрольных операциях, особенно при большом количестве измеряемых деталей, удобнее пользоваться призмой, работающей по тому же принципу. В этом случае она применяется с контрольной плитой и индикатором со стойкой. Настройка индикатора на нужный интервал осуществляется так же, как и в предыдущем случае по калибру.
При использовании индикаторов часового типа в качестве инструментов для абсолютных измерений решающее значение имеет точность самой применяемой индикаторной головки. Необходимо, чтобы во всем интервале измерения показания стрелок индикатора соответствовали истинной величине перемещения мерительного наконечника. Обычно операция контроля показаний стрелок выполняется с помощью блоков концевых мер, помещаемых под мерительный наконечник индикатора, закрепленного в вертикальном положении на жесткой стойке. Показания стрелок индикатора при этом должны соответствовать изменению размера блока концевых мер. Операция проверки индикаторов на точность отнимает много времени.