
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Кондуктор для сверления отверстий по координатам.
Показанный на рис. 77 универсальный кондуктор, разработанный В. М. Богдановым и М. Г. Миркиным, предназначен для сверления панелей, плат и других подобных деталей по координатам.
В этом кондукторе, в отличие от существующих систем, каретка 6, несущая сменную кондукторную втулку 3, передвигается только по одной координате; по второй координате передвигается деталь. Такая конструкция позволила значительно сократить вес кондуктора, сделать его надежным и удобным в эксплуатации.
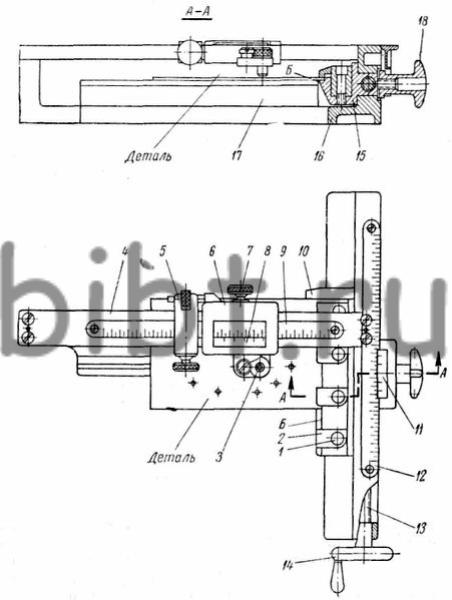
Рис. 77. Кондуктор для сверления отверстий по координатам
Корпус кондуктора состоит из основания 16, столика 17 и верхней штанги 4, скрепленных между собой По верхней штанге 4 может свободно от руки передвигаться каретка 6, несущая сменную кондукторную втулку 3. На заданный размер каретка устанавливается по шкале 9 и нониусу 8 микрометрическим устройством 5 и затем закрепляется винтом 7.
Для установки обрабатываемой детали в требуемом положении относительно кондукторной втулки 3 в пазу основания 16 имеется каретка 15, которая передвигается посредством маховика 14 и микрометрического винта 13. Каретка устанавливается на нужный размер по шкале 12, нониусу 11 и закрепляется в этом положении гайкой 18. Деталь устанавливается на полке каретки 15 и прижимается к плоскости Б самой каретки и упора 10 и закрепляется прижимами 2 с помощью винта 1.
У заготовки детали две смежные стороны должны быть выполнены под углом 90° При сверлении эти стороны являются базами, которыми заготовка прижимается к упорам кондуктора.
Столик 17, на котором располагается обрабатываемая деталь, имеет продольный паз, расположенный вдоль оси кондукторной втулки. Наличие паза обеспечивает выход сверла при сверлении сквозных отверстий.
На описываемом кондукторе можно применить два различных метода обработки При первом — закрепив заготовку, сверлят в ней все отверстия, при втором — сверление производится пооперационно без закрепления детали, т. е. настроив кондуктор на расположение первого отверстия и прижимая деталь к плоскостям Б каретки 15 и упора 10. Эти отверстия сверлят во всех деталях партии, затем, перестроив кондуктор, сверлят следующие отверстия и т. д. Такой способ рекомендуется для сверления небольшого количества отверстий в деталях.
Точность сверления отверстий по расстоянию между центрами ±0,05 мм. Габариты кондуктора 60x200x300 мм. Площадь, на которой могут быть расположены отверстия, 150x150 мм.