
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 5. Приспособления с гидропластом
Для равномерного зажима в приспособлении одновременно нескольких обрабатываемых деталей применяют гидравлические камеры, заполненные минеральным маслом или жидкой пластической массой — гидропластом. Принцип действия такого механизма основан на использовании закона Паскаля, согласно которому давление на жидкость, помещенную в замкнутом сосуде, передается одновременно во все стороны с одинаковой силой.
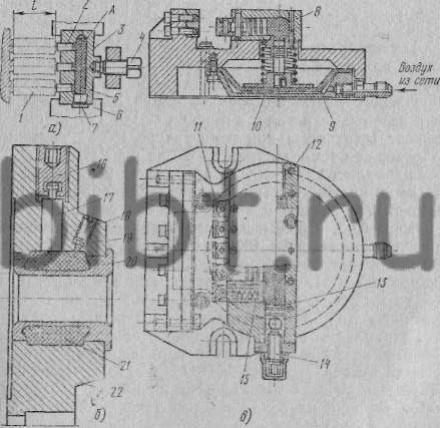
Рис. 163. Зажимные приспособления с применением гидропласта:
а — схема зажимного элемента приспособления, б — схема самоцентрирующего патрона, в — пневматические многоместные тиски с передачей зажимного усилия на гидропласт
Таким образом, если в замкнутую полость зажимного приспособления поместить гидропласт и воздействовать на него внешней силой, то можно получить гидростатическое давление, которое будет равномерно распределяться на все стенки полости. На рис. 163, а показана схема такого приспособления, в котором в канал А ползуна 3 помещены гидропласт 5 и три плунжера 2. С помощью винта 4 ползун перемещают в направляющих 6 и зажимают обрабатываемые детали 1. Резьбовая пробка 7 закрывает полость А, наполненную гидравлической массой.
Давление со стороны винта равномерно передается на все три плунжера, независимо от колебания размера деталей. При раскреплении деталей ползун вместе с плунжерами возвращается в исходное положение.
При высоких давлениях жидкие заполнители легко проникают в зазоры подвижных сопряжений и требуют весьма надежных уплотнений. Поэтому гидропласт марок СМ, ДМ и МАТИ-1-4 считается наилучшим заполнителем полостей в приспособлениях. Эти марки гидропласта обладают большой вязкостью и не просачиваются в зазоры даже при давлениях, достигающих 300 кГ/см2 и более, не меняют своих свойств с течением времени, устойчивы в определенных интервалах температур и не оказывают корродирующего воздействия на металлы. Состав гидропластов приведен в табл. 12.
Таблица 12 Компоненты (в %) и температура плавления гидропластов
| Компоненты и температура плавления | Марки гидропласта |
||
| СМ | дм | МАТИ-1-4 | |
Полихлорвиниловая смола марки М |
20 | 10 |
|
То же, марки ПВ |
— | — | 20 |
Дибутилфталат (пластификатор) |
78 | 88 | 59,2 |
Стеарат кальция (стабилизатор) |
2 | 2 | 0,8 |
Вакуумное масло |
- | - | 20 |
Температура плавления, ° С |
140—150 | 120—130 | 150—160 |
Для заполнения каналов многоплунжерных механизмов в приспособлениях наиболее подходит гидропласт марки ДМ — мягкая и вязкая студенистая масса светло-коричлевого цвета. Гидропласт марки ДМ просачивается в зазор 0,01 мм при давлении более 125 кГ/см2, застывает (студенеет) при температуре 100° С, нормально работает при температуре от —20 до +40° С.
Гидропласт СМ — слегка прозрачная коричневая масса, напоминающая сырой каучук. Он обладает более высокой твердостью и вязкостью, чем гидропласт ДМ; в зазоры 0,03, и 0,02 и 0,01 мм начинает просачиваться при давлениях 300, 400 и 450 кГ/см2. На каждые 100 кГ/см2 давления объем массы уменьшается на 0,5%. Гидропласт СМ может работать при температурах от +5 до +60° С и применяется для заполнения полостей центрирующих приспособлений (патронов, оправок).
Гидропласты заливают в приспособление в расплавленном виде. Перед заливкой приспособление подогревают до температуры 160—120° С. Заливают массу обычно через отверстие для силового плунжера, обеспечивая выход воздуха из полости через какое-либо другое отверстие (иногда для этого сверлят специальное отверстие, которое затем заделывают). При заливке приемное отверстие должно занимать наивысшее положение. Заливка должна выполняться не самотеком, а путем нагнетания массы специальной масленкой под прессом.
Показанный на рис. 163,б самоцентрирующий расточный патрон состоит из корпуса 22, закрепляемого на планшайбе, нажимного винта 16 с шестигранным отверстием под ключ, плунжера 17, тонкостенной центрирующей втулки 20. Между корпусом и втулкой помещен гидропласт 21. Винт 18 и конусная заглушка 19 прикрывают отверстие, через которое при заливке гидро-пласта из полости приспособления выходит воздух. При вращении винта 16 гидропласт давит на тонкие стенки втулки 20 и равномерно по всему периметру деформирует их. Сжимаясь, втулка центрирует и зажимает заложенную в патрон растачиваемую деталь, предварительно обработанную по наружному диаметру.
На рис. 163,в показаны пневматические многоместные тиски с передачей усилия от пневматического силового узла на зажимные плунжеры через гидропласт. Сжатый воздух через диафрагму 9 и нажимной плунжер 10 создает давление на гидропласт 8, который перемещает рабочие плунжеры 15, зажимающие обрабатываемые детали (на рисунке не показаны). При отсутствии сжатого воздуха в сети давление можно создавать винтом 14, действующим на плунжер 13. Качающаяся пята 11 одновременно зажимает две детали. Таким образом в приспособлении с одинаковым усилием могут быть зажаты сразу десять обрабатываемых деталей. Штифты 12 служат для центрирования и фиксации деталей приспособления при сборке.