
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
ГЛАВА VI
ТОЧНЫЕ ИЗМЕРЕНИЯ И РАЗМЕТКА
§ 1. Определение отклонений от заданной формы детали
При изготовлении технологической оснастки измеряют следующие наиболее важные параметры: линейные размеры- длину, ширину, толщину, диаметр, глубину, углы. Кроме того, проверяют отклонения формы и расположения поверхностей детали, т. е. отклонения от прямолинейности, параллельности, перпендикулярности, плоскостности, круглости, цилиндричности, заданной чертежом кривизны.
Требуемая точность в инструментальном производстве колеблется в пределах от 0,1 до 0,001 мм. В соответствии с этим разработаны и конструкции измерительных средств, точность изготовления которых обычно в 10 раз выше требующейся точности измерения.
В связи с быстрым развитием техники и повышенными требованиями к точности изготовляемой оснастки повышаются и требования к измерительным средствам, а это обязывает рабочего-инструментальщика хорошо знать конструкцию современных измерительных средств и технику измерений.
При изготовлении деталей, кроме отклонений от заданных размеров, всегда наблюдаются отклонения от заданной геометрической формы детали и взаимного расположения поверхностей. Рассмотрим характерные отклонения этого рода, с которыми наиболее часто приходится иметь дело слесарю по оснастке.
Приняты следующие основные наименования, определяющие неточность геометрической формы деталей: овальность, огранка, конусность, бочкообразность, седлообразность, изогнутость, радиальное биение, торцовое биение, выпуклость, вогнутость.
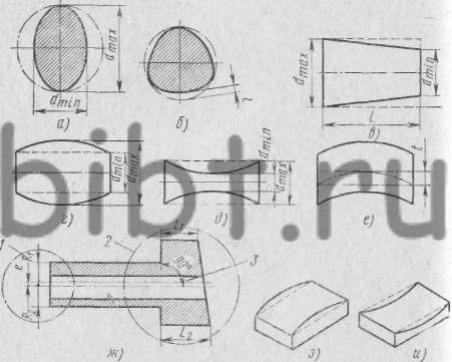
Рис. 17. Неточность геометрической формы деталей:а — овальность, б — огранка, в — конусность, г— бочкообразность, д — седлообразность, е— изогнутость, ж — биение и смещение осей (1 — радиальное биение, 2 — торцовое биение, 3 — смещение оси отверстия относительно оси детали), з — выпуклость, и —вогнутость
Овальность — отклонение от цилиндрической формы, при котором диаметры сечения, измеренные во взаимно перпендикулярных направлениях, не равны между собой. За величину овальности принимают разность между наибольшим и наименьшим диаметрами сечения (рис. 17,а).
Огранка — такое отклонение от цилиндрической формы, при котором реальный профиль представляет собой многогранную фигуру. За величину огранки принимается наибольшее расстояние от описанной около сечения фигуры окружности до контура действительного профиля (рис. 17,б).
Конусность — отклонение, при котором образующие прямолинейны, но не параллельны. За величину конусности принимают разность диаметров двух поперечных сечений, отстоящих друг от друга на определенном расстоянии l (рис. 17,в).
Бочкообразность характеризуется непрямолинейностью образующих, при которых диаметры увеличиваются от краев к середине сечения (рис. 17,г).
Седлообразность — непрямолинейность образующих, при которой диаметры уменьшаются от краев к середине сечения (рис. 17,5).
Изогнутость — такое отклонение от цилиндрической формы, при котором геометрическое место центров поперечных сечений цилиндрической поверхности не лежит на прямой линии (рис. 17, е).
Радиальное биение является результатом смещения центра сечения относительно оси детали и некруглости самого сечения (овальности, огранки). Оно определяется разностью наибольшего и наименьшего расстояния точек реальной поверхности до оси вращения детали в сечении, перпендикулярном этой оси (рис. 17, ж-1).
Торцовое биение является результатом неперпендикулярности торцовой поверхности к базовой оси и отклонений формы торца по линии измерения. Оно определяется разностью между наибольшим и наименьшим расстояниями точек реальной торцовой поверхности, расположенных на окружности заданного диаметра, и плоскостью, перпендикулярной оси вращения детали (рис. 17, ж-2). Если диаметр измерения биения не задан, то торцовое биение измеряется на наибольшем диаметре торцовой поверхности.
Непараллельностью поверхностей (отклонением от параллельности) называется отклонение, при котором расстояние между поверхностями различно в разных сечениях. За величину непараллельности плоскостей принимают разность между наибольшим и наименьшим расстояниями между плоскостями на заданной площади по длине.
Неперпендикулярность (отклонение от перпендикулярности) плоскостей, осей или оси и плоскости характеризуется отклонением угла между плоскостями, осями или осью и плоскостью от угла в 90°. Неперпендикулярность выражают в линейных единицах на заданной длине или в градусах (рис. 17, ж-3).
Отклонение от геометрической формы и взаимного расположения поверхностей может также выражаться в виде выпуклости (рис. 17, з) или вогнутости (Рис. 17, и).