
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 8. Прессы для холодной штамповки
Все операции холодной штамповки выполняются на прессах. В зависимости от условий обработки и характера изготовляемых деталей применяются различные типы прессов.
По виду привода различают прессы механические, гидравлические, пневматические, электромагнитные и ручные. В холодноштамповочном производстве применяются обычно прессы с механическим и гидравлическим приводом; пневматические, электромагнитные и ручные прессы используются преимущественно при выполнении запрессовочно-сборочных операций.
По способу воздействия на штампуемый материал как механические, так и гидравлические прессы разделяются на прессы простого, двойного и тройного действия.
Прессы простого действия имеют один движущийся ползун и применяются для самых разнообразных штамповочных работ —вырубки, пробивки, гибки, неглубокой вытяжки, формовки и др.
Прессы двойного действия имеют два независимо движущихся ползуна, размещенных один внутри другого. Наружный ползун является прижимным, а внутренний— вытяжным. Прессы двойного действия применяются в основном для вытяжки листового материала, но на них часто выполняют формоизменяющие и разделительные операции..
Прессы тройного действия имеют два верхних и один нижний ползун, выполняющий вытяжку в обратном направлении, или два ползуна и движущийся навстречу стол. Эти типы прессов применяются для выполнения сложной глубокой вытяжки листовых деталей. На рис. 48, а и б показаны схемы штамповки на прессах простого и двойного действия.
Из прессов простого действия наиболее распространены кривошипные и эксцентриковые. Они бывают открытого и закрытого типа.
Кривошипные и эксцентриковые прессы подразделяются по типу станин на одностоечные (открытые) и двухстоечные. Одностоечные прессы имеют кривошипно-шатунный механизм, расположенный на консольном конце рабочего вала, а на двухстоечных — шатун расположен в середине опор коленчатого вала.

Рис. 48. Схемы штамповки на прессах: а — на прессе простого действия, б — на прессе двойного действия (Р - усилие верхнего прессования, Q — усилие прижима)
Вращательное движение вала преобразуется в возвратно-поступательное движение ползуна кривошипно-шатунным механизмом. Кривошип, вращаясь, определяет два положения ползуна: крайнее нижнее и крайнее верхнее. Расстояние между верхним и нижним крайними положениями называется ходом ползуна. За один оборот кривошипа ползун делает два хода: вниз и вверх. Штамповка осуществляется только при ходе ползуна вниз.
В кривошипных одностоечных прессах открытого типа усилием до 100 Т ход ползуна может быть постоянным и регулируемым.
К преимуществам эксцентриковых прессов относится возможность простого регулирования величины хода ползуна поворотом втулки верхней головки шатуна на эксцентрике вала. В кривошипных прессах такая возможность встречается редко, так как в большинстве конструкций верхняя головка шатуна соединена непосредственно с шейкой вала.
Для прижима заготовки при вытяжке или гибке и для выталкивания деталей из нижней части штампа применяются буферные устройства, которые обычно прикрепляют к нижней части пресса под столом. По конструкции и принципу действия буферные устройства бывают пружинные, резиновые, пневматические, а также пнев-могидравлические и гидравлические.
Прессы мощностью до 100 Т обычно оборудуют пружинными или резиновыми буферными устройствами. Эти устройства просты по конструкции, но имеют недостаток, заключающийся в том, что по мере сжатия их сопротивление возрастает, и поэтому в конце хода усилие прижима или выталкивания значительно больше, чем в начале операции.
Пневматические, пневмогидравлические и гидравлические буферные устройства дают возможность получать постоянные усилия прижима или выталкивания в процессе рабочей операции и, кроме того, часто используются для приведения в действие различных узлов штампов.
Все эксцентриковые и кривошипные прессы имеют устройства, предохраняющие кривошипно-шатунный механизм от поломок при перегрузке. Обычно перегрузка пресса прежде всего отражается на шатуне. Поэтому в зависимости от конструкции шатуна под подпятник шаровой головки или под торец цилиндрического утолщения на опорное кольцо кладут предохранительную шайбу, которая при перегрузке пресса срезается и может быть быстро заменена.
Гидравлические прессы подразделяются в основном на прессы простого, двойного и тройного действия. Они бывают с приводом от централизованного аккумулятора, питаемого насосом, или с индивидуальным приводом от одного или нескольких насосов.
У прессов двойного действия наружный рабочий ползун и перемещающийся внутри него вытяжной ползун могут двигаться как вместе, так и отдельно. Штамповка на них, во избежание образования складок, выполняется с прижимом края листовой заготовки.
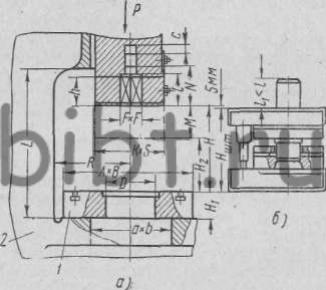
Рис. 49, Параметры характеристики пресса (а) и соответствующие им параметры штампа (б): 1 —подкладная плита, 2— стол пресса
Листоштамповочные гидравлические прессы по сравнению с прессами других типов имеют значительно большее межштамповое пространство, необходимое для прессования деталей из заготовок большого размера. Усилие прессов очень высокое — от 150 до 2000 Т и более.
Технические характеристики прессов. Основными характеристиками пресса являются следующие (рис. 49, а).
Номинальное усилие пресса Р в тоннах— наибольшее усилие, которое без нарушения прочности основных узлов пресса может быть приложено к ползуну при повороте кривошипа, от нижнего нулевого положения на угол не более 30°.
Для кривошипных прессов двойного действия номинальное усилие внутреннего ползуна определяет наибольшее усилие вытяжки, а номинальное усилие наружного ползуна — наибольшее усилие прижима. В прессах двойного действия, выпускаемых в СССР, это соотношение принято для однокривошипных прессов 1,4:1,6. для двухкривошипных 1:1.
Длина хода ползуна h в миллиметрах — расстояние между верхним и нижним положением ползуна, т. е. путь, который проходит ползун за время половины оборота вала. Длина хода в некоторых прессах может изменяться за счет поворота эксцентриковой втулки. В этом случае наибольший ход ползуна равен удвоенной сумме эксцентриситетов втулки и вала, а наименьший — их удовоенной разности. Если втулка установлена так, что ее наибольший эксцентриситет совпадает с наибольшим эксцентриситетом вала, то получается наибольший ход.
В паспорте пресса обычно указываются наибольший, наименьший и промежуточный ходы, которые можно получить на данном прессе. Величина хода определяет возможность применения пресса для различных операций.
Число двойных ходов ползуна в минуту п необходимо знать для расчета скорости движения ползуна и производительности пресса. В паспортах указывается число двойных ходов в минуту при включении на непрерывную работу.
Величина регулирования длины шатуна М в миллиметрах (разность между наибольшей и наименыней длиной шатуна) определяет изменение пределов закрытой высоты пресса. Наибольшая закрытая высота пресса Н миллиметрах — расстояние от плиты до ползуна в его нижнем положении при максимальном ходе и наименьшей длине шатуна. Определяется при любом ходе прибавлением к закрытой высоте, указанной в паспорте, полуразности наибольшего хода, и хода, при котором определяется закрытая высота.
Наименьшая закрытая высота пресса H2 определяется как разность между H и M.
Расстояние от стола пресса до направляющих обозначается буквой L.
Вылет ползуна R в миллиметрах —расстояние от оси ползуна до станины — определяет собой наибольшее расстояние от оси хвостовика до заднего выступа штампа, устанавливаемого на прессе.
Размеры ползуна К X S и стола (или подштамповой плиты) А X В в миллиметрах указываются справа налево и спереди назад и служат для определения габаритных размеров штампов, которые могут устанавливаться на данном прессе.
Размеры отверстия в столе а x b и подштамповой плите D обусловливают возможность выпадения вырубленной детали или отхода и установки буферного устройства.
Размеры квадратного отверстия в ползуне F*F*l (сечение X глубина) определяют размеры хвостовика для крепления верхней части штампа.
Размер С определяет наибольший ход верхнего выталкивателя, что указывает на глубину возможной вытяжки стакана при условии, если стакан вытягивается дном вверх.
Размер N показывает расстояние от выталкивателя до нижней поверхности ползуна.
Толщина подштамповой плиты H1 в миллиметрах, которую следует вычитать из закрытой высоты штампа, взятой по паспорту, определяет возможную закрытую высоту штампа, устанавливаемого на подштамповую плиту пресса.
Высота штампа Hшт (рис. 49,б) определяется, как правило, в его нижнем рабочем положении, так как в этом положении наилучшим образом согласовывается взаимодействие верхней и нижней рабочих частей штампа, его прижимающих и удаляющих деталей. Высота штампа не должна превышать закрытую высоту пресса.
Практически закрытая высота штампа (в нижнем рабочем положении) должна находиться между наибольшей закрытой высотой пресса Н и наименьшей закрытой высотой пресса Н2. На рис. 49 показан условно минимальный зазор между Н и H шт, равный 5 мм. Если закрытая высота штампа Hшт будет значительно меньше H2 пресса, необходимо применять промежуточные подкладные плиты или подкладывать под нижнюю плиту штампа специально обработанные бруски.