
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
ГЛАВА VIII УСТРОЙСТВО ШТАМПОВ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
§ 1. Классификация штампов
Штампы различаются по технологическому признаку, конструктивному оформлению, по способу подачи заготовок и удалению отходов.
По технологическому признаку штампы разделяются на две группы: штампы для разделительных операций и штампы для формоизменяющих операций.
К первой группе относятся штампы для отрезки, вырубки, пробивки, надрезки, обрезки, зачистки, ко второй—штампы для гибки, формовки, вытяжки, объемной штамповки и Некоторых других операций.
Кроме того, к технологическому признаку классификации штампов относится степень совмещенности операций: штампы однооперационные и многооперационные (комбинированные). Комбинированные штампы могут быть подразделены на штампы совмещенного действия и на штампы последовательного действия.
По конструктивному оформлению различают штампы без направляющих устройств, с направляющей плитой (пакетные штампы), с направляющими колонками (блочные штампы).
По способу подачи заготовок штампы могут быть разделены на штампы с ручной подачей и с автоматической, а по способу удаления отштампованных деталей — на штампы с провалом через окно в матрице, обратной запрессовкой детали в полосу, с выталкиванием детали в верхнюю часть штампа и удалением ее жестким выталкивателем, сдуванием сжатым воздухом или удалением вручную.
Конструкцию штампа выбирают соответственно типу производства, в котором он будет использоваться — мелкосерийном, крупносерийном или массовом.
Штампы должны удовлетворять следующим требованиям:
точность и качество штампуемых деталей должны соответствовать чертежу и техническим условиям;
рабочие части штампа должны обладать достаточной прочностью, эксплуатационной стойкостью и возможностью легкой и быстрой замены изношенных деталей;
штамп должен обеспечивать требуемую производительность, удобство обслуживания, безопасность работы и надежность закрепления его на прессе;
в конструкции штампа в основном должны быть использованы стандартные и нормализованные детали; количество специальных деталей должно быть минимальным;
отходы при штамповке должны быть минимальными. Части штампов соответственно их назначению можно разделить на следующие основные группы:
рабочие — образующие форму детали (пуансоны, матрицы и их секции);
корпусные — связывающие детали штампа между
собой и с прессом (нижняя и верхняя плиты, хвостовики);
направляющие — для направления движения верхней части штампа по отношению к нижней во время работы (колонки, втулки);
подающие — для подачи материала или заготовок на позицию штамповки;
установочно -фиксирующие — создающие правильное положение материала или заготовки в штампе и удерживающие их во время выполнения операции;
съемно - удаляющие — снимающие и удаляющие заготовки и отходы штамповки после выполнения операции (съемники, выталкиватели);
крепежные —для соединения и скрепления отдельных частей или деталей штампа (пуансонодержатели, держатели и обоймы матриц, все крепежные детали).
На рис. 50 показана схема штампа, который имеет все основные части, входящие в штампы любой типовой конструкции.
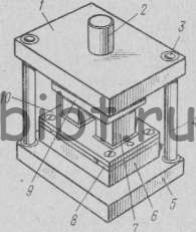
Рис. 50. Схема штампа: 1 — верхняя плита, 2 — хвостовик, 3 — направляющая втулка, 4 — направляющая колонка, 5 — нижняя плита, 6 — матрица, 7 — пуансон, 8 — установочные детали, 9 — пуансонодержатель, 10 — съемник