
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 2. Штампы для разделительных операций
При штамповке неответственных деталей простой формы на заводах мелкосерийного производства иногда применяют штампы для вырубки и пробивки без направляющих устройств — с открытым доступом в зону штамповки. Этими штампами пользуются и при вырубке деталей непосредственно из листа или из обрезков (отходов) металла.
Штампы без направляющих устройств имеют простую конструкцию, изготовление их дешево, но работа на них опасна, так как руки работающего могут попасть в рабочую зону штампа. Применение специальных ограждающих устройств и особых мер предосторожности при работе на таких штампах не дает полной гарантии от травматизма.
Современные конструкции штампов обязательно имеют направляющие устройства в виде плит или колонок. В этих штампах верхняя часть (пуансон) строго направляется и центрируется относительно матрицы, что повышает точность вырубаемых деталей и стойкость штампа.
Вырубные штампы изготовляют закрытыми и открытыми. В закрытых штампах съемник, освобождающий пуансон от отходов металла, закрепляется на матрице. В съемнике имеется отверстие, соответствующее форме пуансона, но выполненное с меньшей точностью, чем отверстие в матрице. В открытых штампах планка съемника закрепляется на верхней части штампа и при подъеме ползуна пресса между верхней и нижней частями штампа остается свободное пространство. Материал в штампы подается в виде заранее нарезанных полос или ленты, а также в виде прутков.
Штампы для отрезания заготовок и вырубные штампы могут быть как с неподвижным (жестким) упором для ограничения подачи материала, так и с подвижным (пружинящим) упором, действующим автоматически под воздействием движений верхней части штампа.
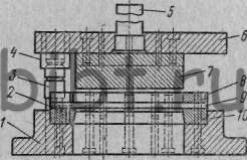
Рис. 51. Штамп закрытого типа с направляющими колонками для вырубки из полосы: 1,6 — нижняя и верхняя плиты, 2 - упор, 3 — направляющая колонка, 4 - втулка, 5 — хвостовик, 7 — пуансон, 8-съемник, 9 — планки, 10 — матрица
На рис. 51 показан вырубной штамп закрытого типа с направляющими колонками. На столе пресса закрепляется нижняя плита 1 штампа с матрицей 10, а к ползуну пресса через хвостовик 5 крепится верхняя плита 6 с пуансоном 7.
Пуансон вместе с ползуном во время работы пресса перемещается вниз и вверх. В матрице имеется отверстие, форма и размеры которого соответствуют вырубаемой детали. Пуансон изготовляется по форме таким же, как отверстие в матрице, но имеет несколько меньшие размеры, чтобы между ним и матрицей образовался необходимый зазор. При ходе ползуна вниз пуансон, встречая на своем пути полосу материала, вырубает деталь. Полоса материала перемещается по верхней плоскости матрицы в тот момент, когда пуансон выходит из матрицы и останавливается в верхнем положении.
Для центрирования верхней части штампа по отношению к нижней служат направляющие колонки 3, запрессованные в нижнюю плиту 1 штампа. По колонкам перемещаются направляющие втулки 4, запрессованные в верхнюю плиту 6.
При штамповке полоса материала направляется двумя планками 9. В момент движения пуансона вверх полоса с него снимается жестким съемником 8. Полоса для вырубки следующей детали подается рабочим до упора 2 (справа налево).
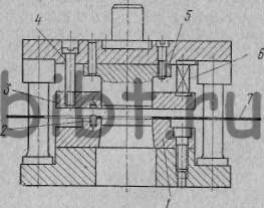
Рис. 52. Штамп открытого типа с направляющими колонками
В вырубном штампе открытого типа (рис. 52), планка съемника 3 закреплена винтами 4 с пружинами 6 на верхней части штампа. Когда пуансон 5 находится в верхнем положении, торец его находится в планке съемника. При опускании пуансона планка съемника прижимает полосу 7 к матрице 1 и пуансон вырубает деталь. В этот момент пружины 6 сжимаются между верхней плитой штампа и планкой съемника.
Для выдерживания постоянного расстояния между вырубаемыми деталями в полосе на матрице-установлен упор 2.
На некоторых открытых штампах вместо стальных пружин для съемников применяют буферную резину. В том и другом случаях при подъеме ползуна пуансон сразу начинает выходить из отверстия матрицы, а съемник некоторое время остается лежать на штампуемом материале, прижатом к матрице.
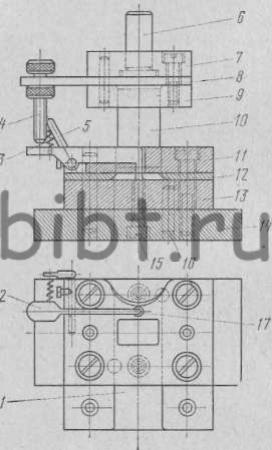
Рис. 53. Штамп с направляющей плитой и автоматическим упором
На рис. 53 показан штамп с направляющей плитой. Он предназначен для вырубки простой прямоугольной детали с закругленными углами. Верхняя часть штампа состоит из хвостовика 6, верхней плиты 7, прокладки 5 и пуансонодержателя 9 с расклепанным в нем пуансоном 10. Детали 7, 8 и 9 скреплены между собой винтами и штифтами.
На нижней плите 14 винтами и штифтами закреплены матрица 13 и направляющая плита 11, являющаяся одновременно и съемником. Между направляющей плитой и матрицей находятся две направляющие линейки 12. Чтобы сохранить параллельность рабочей плоскости матрицы 13 и нижней плоскости плиты 14 при шлифовании плоскости матрицы, эти две детали скреплены между собой штифтами 16 и винтами 15 и при разборке штампа не разъединяются. Направляющие линейки 12 выходят за пределы матрицы. К ним винтами прикреплен лоток 1 для поддержания полосы или ленты во время штамповки.
Работа штампа происходит в такой последовательности. При опускании верхней части штампа нажимной винт 4 приподнимает крючок упора 2 и освобождает его от полосы материала. Одновременно происходит вырубка детали. В момент подъема крючка пружина 3, закрепленная между рычагом 5 и упором 2, оттягивает его в сторону, обратную подаче, к стенке отверстия 17. При отходе пуансона вверх и перемещении полосы вперед крючок попадает во вновь вырубленное отверстие, задняя кромка которого при подаче на величину шага упрется в него.
В последнее время штампы с направляющей плитой на машиностроительных заводах вытесняются штампами с направляющими колонками.
В штампах для вырубки крупногабаритных деталей обычно матрицу помещают на верхней плите штампа и штамп делают открытым без направляющих колонок. В такой конструкции штампа отпадает необходимость иметь провальное отверстие в штампе. Пробивные штампы служат для пробивки отверстий в плоских заготовках, а также в деталях, полученных гибкой или вытяжкой. В зависимости от формы заготовки или детали, предназначенной для пробивки, в штампах используют различные прижимные планки (закрытые или открытые) и фиксаторные штифты, служащие для фиксации положения заготовки при пробивке в ней отверстия.
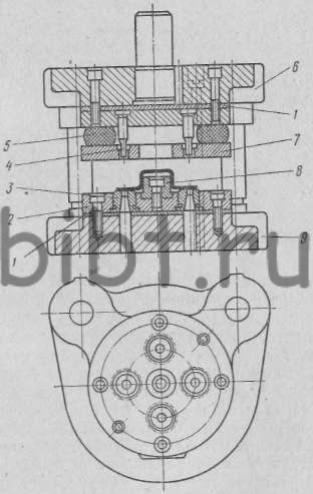
Рис. 54. Штамп для пробивки отверстий
Одна из конструкций пробивного штампа показана на рис. 54. Это открытый штамп с направляющими колонками и резиновым амортизатором (прижимом). Деталь надевают на фиксатор 8, который удерживает ее в нужном положении. Детали после пробивки снимаются с пуансонов 4 съемником 7 благодаря резиновым амортизаторам 5, которые при опускании пуансонов давят на съемник и прижимают деталь к матрицам 3, а при подъеме пуансонов — сбрасывают с них деталь.
В описываемом штампе пробиваются четыре отверстия небольшого диаметра, поэтому матрицы изготовлены в виде вставок в матричную плиту 2, что сокращает расход инструментальной стали и облегчает изготовление и ремонт штампа. Штамп на рисунке показан в открытом положении, когда концы пуансонов находятся в съемнике 7. Для безопасности работы заготовку на фиксатор подают пинцетом. Пуансоны и матрицы круглой формы для пробивки отверстий закрепляют, как правило, в плитах штампа. При этом своими буртиками они опираются на стальные прокладки 1, находящиеся между плитами 6 и 9.