
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 4. Штампы для вытяжки
Вытяжные штампы имеют две разновидности, определяемые характером выполняемых операций: штампы для первой операции вытяжки и штампы для второй и последующих операций вытяжки.
Штампы без прижимного устройства применяют при вытяжке неглубоких полых деталей, а также при вытяжке из толстого материала, когда нет опасения в образовании складок на штампуемой детали.
Прижимные устройства в вытяжных штампах, действующие от пружин или резиновых амортизаторов, применяют при неглубокой вытяжке и размещают в верхней части штампа. При вытяжке деталей большой глубины и больших размеров, когда необходимо создавать большое давление, буферное устройство помещают под нижней плитой штампа и плитой пресса. В прессах современных конструкций обязательно имеются пневматические буферные устройства.
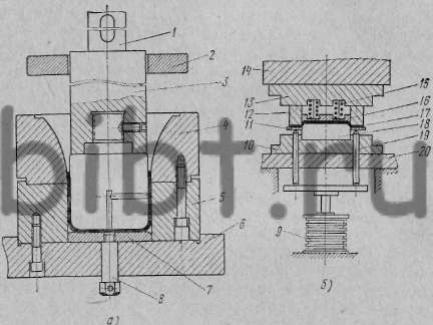
Рис. 56. Вытяжные штампы: а — вытяжной штамп без прижима заготовки, б — штамп для вытяжки с прижимом
Вытяжные штампы без прижимного устройства просты по конструкции (рис. 56, а) и состоят из матрицы 4, закрепленной на нижней части штампа, и пуансона 3, который снизу имеет закругленные рабочие кромки, а сверху — хвостовик 1 для закрепления в ползуне пресса. Матрицу для экономии инструментальной стали изготовляют толщиной, равной высоте ее рабочей части, и помещают на обойму 5, монтируемую в нижней плите 6 штампа. В нижней плите имеется отверстие, через которое проходит шток 8 выталкивателя 7. Для центрирования и направления пуансона служит плита 2.
На рис. 56, б показана схема штампа для первой операции вытяжки с прижимным устройством, действующим от пневматической подушки. Вытяжной пуансон 18 размещается в нижней части штампа на плите 10, а вытяжная матрица 12 закреплена на плите 13 в верхней части штампа. Здесь же помещается и выталкиватель 16, действующий от пружин 15. Давление на прижимное кольцо 11 передается от пневматической подушки 9 через стержни 19, помещенные в плите 20. Давление воздуха в подушке составляет 4—5 ат. При ходе ползуна 14 пресса вниз матрица своим торцом прижимает заготовку 17 к прижимному кольцу 11 и перемещается вместе с ним, вследствие чего заготовка постепенно выскальзывает из-под прижима и обтягивается вокруг пуансона, образуя деталь требуемой формы.
Штампы для последующих вытяжных операций, так же как и штампы для первой операции, могут быть без прижима и с прижимом.
Вытяжные штампы без прижимного устройства применяют только на прессах простого действия и при небольшом уменьшении диаметра первой вытяжки, а также при вытяжке деталей из толстого материала. По конструкции штампы для повторной вытяжки сходны со штампами для первой операции, только форма и размеры фиксатора должны соответствовать размерам полой заготовки, полученной на первой операции.
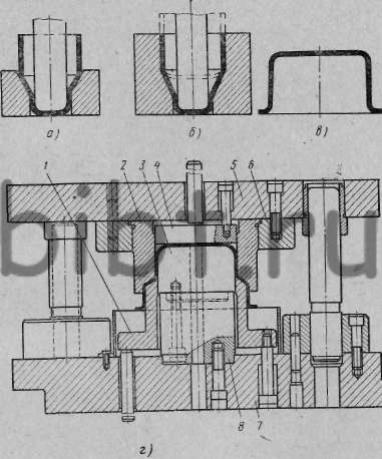
Рис. 57. Штамп для повторной вытяжки: а —схема матрицы для второй операции вытяжки, б — удлиненная матрица для второй вытяжки глубоких цилиндрических деталей без прижима заготовки, в — заготовка после первой вытяжки, г — штамп
На рис. 57, а показана матрица для второй вытяжки без прижима.
При многооперационной вытяжке без прижима глубоких деталей в верхней части колпака иногда возникают трещины. Для устранения трещин по кромке детали применяют матрицу, показанную на рис. 57,б.
В показанном на рис. 57, г штампе для второй вытяжки цилиндра заготовку, полученную в первом вытяжном штампе (рис. 57, в), устанавливают на прижимное кольцо 1. При ходе ползуна пресса вниз матрица 2 зажимает заготовку и при дальнейшем ходе пуансон 3, продвигаясь внутрь заготовки, выполняет вытяжку до тех пор, пока дно заготовки не упрется в плиту выталкивателя 4, которая сомкнется с верхней плитой 5 штампа. Матрица удерживается обоймой 6, а пуансон соединен с нижней плитой 7 пресса через пуансонодержатель 8.