
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 5. Штампы для формовки
Штампы для рельефной формовки почти не отличаются от гибочных штампов с прижимом заготовки.
Выполняются они, как правило, с направляющими колонками.
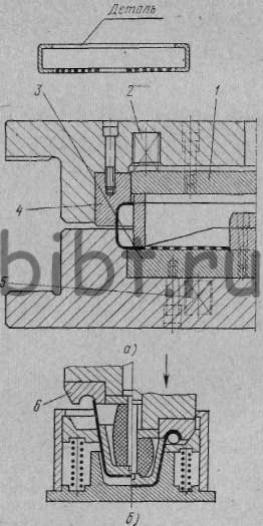
Рис. 58. Отбортовочные штампы: а — для отбортовки внутрь края фигурного диска, б — для закатки наружу края конической чашки
Большое распространение имеют штампы для выполнения операций отбортовки наружных кромок деталей и разбортовки отверстий. На рис. 58, а показан штамп для отбортовки края фигурного диска. Заготовку, полученную после операции вырубки по контуру, вытяжки и пробивки отверстия, устанавливают в нижнюю часть штампа. При ходе ползуна пресса вниз съемник 1, действующий от пружин 2, прижимает заготовку к плите 3. Затем дальнейшим ходом ползуна матрица 4, нажимая своей радиусной выточкой на кромку заготовки, производит ее отбортовку.
При обратном ходе ползуна пресса плита 3 под действием пружин 5 выталкивает готовую деталь из нижней части штампа, а съемник 1 выбрасывает ее из матрицы. Для получения высокого качества отбортовки необходимо, чтобы закругление выточки у матрицы было гладким и хорошо отполированным.
На рис. 58, б показан штамп 6 для закатки борта конической детали. В этом штампе прижим осуществляется от резинового буфера и давление передается на ребро борта.