
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 8. Штампы с вставками из твердых сплавов
Чтобы увеличить срок службы штампов для холодной штамповки и высадки, применяют рабочие вставки к штампам, изготовленные из металлокерамических твердых сплавов вольфрамо-кобальтовой группы.
Особенно широко применяются штампы, армированные твердосплавными вставками, в крупносерийном и массовом производстве, где стойкость обычных стальных матриц и пуансонов оказывается недостаточной и приводит к необходимости изготовления большого числа штампов-дублеров. С применением твердых сплавов для вырубных штампов стойкость их увеличивается в 8 и более раз, а при штамповке высокопрочных листовых материалов типа нержавеющих, электротехнических и им подобных сталей применение твердых сплавов для рабочих частей штампов позволяет повысить их стойкость до 50 раз.
Штампы с твердосплавными вставками отличаются от стальных некоторыми конструктивными особенностями, что определяется физико-механическими свойствами твердого сплава. При конструировании и изготовлении таких штампов необходимо обеспечить:
повышенную жесткость конструкции штампа;
повышенную износостойкость и точность направляющих колонок, втулок, направляющих планок, упоров и других элементов штампа;
надежное крепление твердосплавных вставок с тщательной пригонкой их к опорным поверхностям;
минимальный вход пуансона в матрицу с применением ограничивающих упоров;
устранение влияния неточности движения ползуна пресса на штамп путем применения «плавающих» хвостовиков и симметричного расположения направляющих колонок относительно вырезаемого контура;
увеличение зазоров между пуансоном и матрицей.
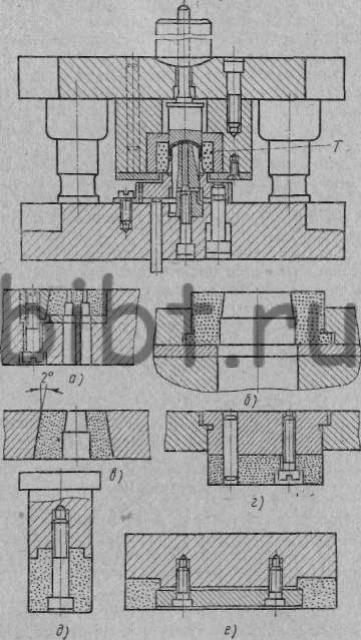
Рис. 72. Вытяжной штамп с матрицей из твердого сплава и схемы крепления твердосплавных матриц и пуансонов в штампах: а — матрицы клином, б — матрицы прижимной плитой, в — матрицы с запрессовкой в обойму, г — пуансона штифтом и винтом, д — пуансона постановкой в гнездо и винтом, е — пуансона прижимной планкой; Т — твердосплавная вставка
На рис. 72 показана конструкция вытяжного штампа, в котором применена твердосплавная матрица Т, запрессованная в обойму. Обойма в сборе с матрицей помещена в державку (посадка тугая по 2-му классу точности). Как видно из рисунка, в штампе применены «плавающий» хвостовик и шариковые направляющие.
Детали, изготовленные из твердых сплавов, могут быть прикреплены к основаниям пуансонов и матриц не только запрессовкой, но и припаяны твердыми припоями, закреплены клиньями и винтами. Механическое крепление наиболее надежно и обеспечивает наибольший срок службы штампов.
На схеме а показано клиновое крепление матрицы в обойме. Надежность соединения обеспечивается в том случае, когда пригонка клина по скосу матрицы и стенке обоймы выполнена с высокой точностью. Одновременно необходима пригонка опорных плоскостей обоймы, прокладки и матрицы ко дну гнезда обоймы. На схеме б показано крепление круглой матрицы в обойме по легкопрессовой посадке 2-го класса точности. Матрица снабжена буртом, и в качестве опоры ей служат прокладка и плита.
Посадку матриц в обойму с натягом можно выполнить конусным сопряжением, как показано на схеме в. Такой способ особенно удобен, когда в матрицедержатель запрессовывают несколько матриц-вставок.
На схемах г, д, е показаны наиболее распространенные способы крепления твердосплавных пуансонов и шаговых ножей с применением штифтов и винтов.