
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 2. Горячая обработка металлов в штампах
Основными способами горячей обработки металлов штампах являются прессование, ковка в подкладных штампах на молотах, объемная штамповка.
Прессование - обжатие металла продавливанием его через отверстие матрицы, имеющее соответствующую форму. Если прессованием получают заготовку какой-либо определенной детали, этот способ называют горячим выдавливанием.
Свободная ковка — получение заготовки давлением молота или пресса на металл, располагаемый меж-ду бойками, укрепленными в нижней и верхней частях молота или пресса. Разновидностью свободной ковки является ковка в подкладных штампах.
Ковка на молотах и прессах выполняется с помощью различных инструментов и приспособлений. Особое внимание обращается на точность поковок, что позволяет уменьшить отход металла при дальнейшей механической обработке и сократить время на обработку. Наибольшее приближение поковки к форме и размерам готовой детали достигается применением подкладных штампов.
Объемная штамповка — получение заготовки на штамповочных молотах и прессах давлением на металл, находящийся в штампе. При ковке нагретый металл течет свободно в стороны, вниз или в длину, а при штамповке его течение ограничивается формой полости или ручья в штампе.
Горячая штамповка в настоящее время является одним из наиболее распространенных методов обработки металлов давлением.
При горячей штамповке на молотах и прессах поковки относительно простой формы изготовляют в штампе, имеющем только один окончательный ручей (рис. 98,а). Нагретая заготовка 1 штампуется в центральной части нижней половины 2 штампа последовательными ударами верхней половины 3 штампа. Металл, осаживаясь, заполняет полость ручья, а избыток металла вытесняется в канавку 4, образуя заусенец (облой).
Основная масса металла, вытесняемого в облой, располагается в наиболее широкой части канавки — в магазине. Правильное образование облоя способствует лучшему заполнению полости ручья и предохраняет штамп от поломок. Облой предотвращает брак поковок при колебаниях размера заготовок.
Облой обычно удаляют сразу же после штамповки, пока поковка еще горячая. Обрезают облой в обрезном штампе на кривошипном прессе.
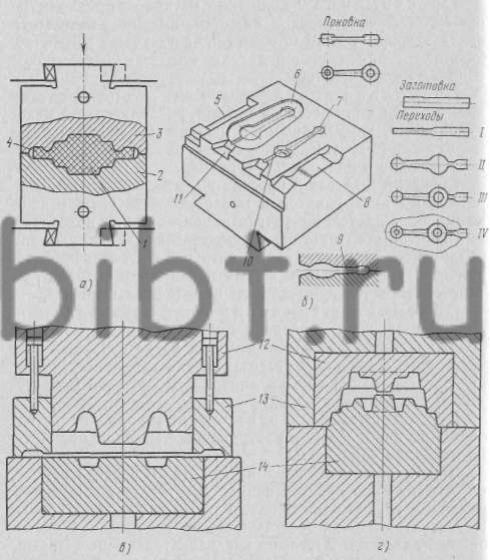
Рис. 98. Разновидности штампов для горячей объемной штамповки:
а — одноручьевой молотовый штамп, б — многоручьевой молотовый штамп, в — штамп с закрытым магазином, г — штамп для безоблойной штамповки; 1 — заготовка, 2 — нижняя половина штампа, 3 — верхняя половина штампа, 4 — облойная канавка, 5 — перетяжной ручей, 6 , 7 — штамповочные ручьи, 8 — подкатной ручей, 9, 10 — облойные канавки, 11 - клещевина, 12 — верхняя формообразующая вставка, 13 — кольцо, 14 — нижняя формообразующая вставка
Сложные по конструкции поковки выполняют в многоручьевых штампах, имеющих заготовительные, штамповочные и калибровочные ручьи.
Например, штамповка шатуна (рис. 98, б) выполняется за четыре перехода: I — перетягивание, II — подкатка, III — черновая штамповка и IV — калибровка. Перетяжной открытый ручей 5 располагают обычно слева, а подкатной открытый 8 — справа от середины штампа. Среднюю часть штампа занимают закрытые штамповочные ручьи 7 и 6.
В заготовительных ручьях наносят неполные удары, так как металл, имея возможность растекаться во все стороны, легче деформируется. У закрытого ручья течение металла в стороны ограничено, благодаря чему обеспечивается более интенсивное его течение вдоль оси ;заготовки. Наибольшее усилие штамповки возникает в конечный момент деформации — в окончательном ручье 6, и здесь наносят удары с наибольшей мощностью.
При горячей объемной штамповке в открытых штампах отход металла в облой составляет до 20—30%. Поэтому большое значение имеют меры, направленные на сокращение величины облоя.
На заводах часто применяют закрытые штампы, имеющие небольшой магазин для избытка металла (рис. 98, в). Этот метод, не избавляя полностью от облоя, значительно снижает его величину.
Безоблойная штамповка в штампе, замкнутом со всех сторон (рис. 98,г), позволяет сократить отходы металла, избежать изготовления обрезных штампов и сократить припуски на последующую механическую обработку резанием. Безоблойная штамповка требует выполнения точных размеров заготовок, идущих на штамповку, и более сложных по конструкции штампов.
Чтобы получить точные размеры и высокое качество поверхности поковок, позволяющие исключить последующую механическую обработку, применяют после штамповки калибровку плоскостную или объемную в горячем, полугорячем и холодном состоянии.
При плоскостной калибровке металл свободно течет в стороны, перпендикулярные направлению обжима. При объемной калибровке течение обжимаемого металла ограничено. Он заполняет все углубления и полости штампа, а излишек металла вытесняется в заусенцы.
Горячая калибровка бывает обычно объемной.
Выполняют ее сразу после горячей обрезки заусенца. Образовавшийся после калибровки вторичный заусенец удаляют (обрезают) в обрезных штампах после окончательного охлаждения поковки.
Очень часто горячую калибровку выполняют в чистовом ручье ковочного штампа, устанавливаемого на штамповочном молоте или фрикционно-винтовом прессе. Лучшие результаты получаются при выполнении калибровки на кривошипном горячештамповочном прессе в специально для этой операции изготовленном штампе.
Холодную калибровку (как плоскостную, так и объемную) выполняют на чеканочных кривошипно-коленных прессах в специальных чеканочных штампах.
Полугорячую калибровку применяют для поковок из низкопластичных сталей или при недостаточной мощности калибровочного пресса. Полугорячую калибровку выполняют и на чеканочных прессах при температуре поковок не ниже 600° С.