
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
ГЛАВА XII УСТРОЙСТВО ШТАМПОВ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
§ 1. Общие требования к конструкции поковок и штампов на них
Проектирование и изготовление штампов выполняется по кузнечному чертежу поковки, который разрабатывается на основании чертежа готовой детали с учетом: припусков на механическую обработку детали, допусков на размеры поковки, напусков, если такие необходимы, радиусов закруглений, и штамповочных уклонов. При конструировании поковки также должен быть решен вопрос о плоскостях разъема штампов.
В зависимости от группы точности изготовления штампованных поковок и шероховатости обрабатываемых поверхностей в обработанных деталях, припуски на обработку на сторону устанавливают по таблицам. Наименьшие припуски назначают при штамповке на прессах, более значительные припуски назначают при штамповке на молотах и на горизонтально-ковочных машинах. Кроме того, при повышенных требованиях к шероховатости обработанных поверхностей готовой детали припуск увеличивают дополнительно на 0,3— 0,8 мм на сторрну, чтобы обеспечить достаточный слой металла под шлифование.
В чертежах поковок чистовые размеры обработанной детали часто проставляют в скобках (рис. 99, а).
Допуском на размер поковки называется величина допустимого отклонения от номинального размера поковки, проставленного в чертеже (с учетом припуска). Согласно ГОСТ 7062—67 допуски должны распространяться на все размеры штампованных поковок, полученных в закрытых штампах, в том числе и на те размеры, которые относятся к поверхностям, не подвергающимся механической обработке. В зависимости от предъявляемых требований к обработанным деталям ГОСТ предусматривает четыре группы точности изготовления штампованных поковок из черных металлов.
К первой группе относятся поковки с наименьшим припуском и наименьшими допусками.
Точность поковок второй и третьей групп соответственно понижается.
Поковки четвертой группы обладают наивысшей точностью, которая достигается применением горячей чеканки к поковкам первых трех групп.
При установлении допусков на размеры поковок принимают во внимание возможный износ штампа, который отражается на соблюдении данного размера.
Напуском называется оставляемый на поковке в местах, трудно доступных для ковки, слой металла, выходящий за пределы контура готовой детали (см. рис. 99,а). К напускам прибегают при необходимости упростить форму поковки, чтобы облегчить ее изготовление. Напуски удаляют последующей обработкой резанием.
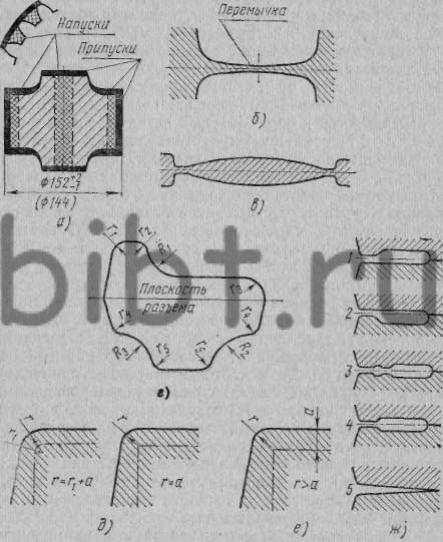
Рис. 99. Схема разработки чертежа поковки:
а — напуски, припуски и допуски, б, в — формы перемычек, г, д, е — радиусы закругления, ж — формы облойной канавки
Детали, имеющие сквозные отверстия, не могут быть получены при штамповке под молотом или прессом с отверстием, прошитым насквозь. Поэтому делают только наметку отверстия, оставляя пленку (перемычку), прошиваемую при обрезке облоя (рис. 99,б). На рис. 99, в показана форма перемычки при большом диаметре отверстия.
Радиусы закруглений. При разработке чертежа поковки все переходы с одной поверхности на другую выполняют по закруглениям, так как острые переходы в углах недопустимы. Номинальные радиусы закруглений выбирают по таблицам ГОСТ, в зависимости от веса и точности изготовления штампованных поковок. Для снижения брака при штамповке и повышения стойкости штампов радиусы закруглений R наружных углов берут больше радиусов внутренних закруглений r (рис. 99,г). Радиусы закруглений выбирают по ГОСТ 7505—55.
У острых кромок деталей радиус закругления r должен быть равен величине припуска а, причем здесь учитывают фаски и радиусы закруглений на чистовом чертеже детали (рис. 99,5). Не допускается делать радиус меньше размера припуска на сторону (рис. 99, е).
Штамповочные уклоны делают на всех поверхностях деталей располагающихся параллельно движению ползуна пресса или бабы молота. Это облегчает заполнение рабочего объема ручьев штампа металлом и удаление отштампованной поковки.
В молотовых штампах применяют штамповочные уклоны от 3 до 10°. Величина уклонов зависит от типа штампа, высоты ребер и материала поковки и выбирается по ГОСТ 7505—55. Для поковок из цветных сплавов применяют меньшие штамповочные уклоны, чем для стальных.
В типовых характеристиках поковок часто встречаются названия отдельных участков поковок: бурт, уступ, выступ, выемка.
Бурт — участок поковки увеличенного поперечного сечения, у которого длина равна или меньше 0,3 D (D — диаметр или большая сторона бурта прямоугольного сечения) .
Уступ - представляет собой участок поковки с мень-шим поперечным сечением, чем смежный с ним участок.
Выступ — участок поковки с большим поперечным сечением, чем смежный с ним участок.
Выемка — участок поковки, диаметр или сторона которого меньше диаметра или стороны двух смежных с ним участков.
Разъем. Плоскость разъема штампа выбирают при конструировании поковки. Основное требование к выбору плоскости разъема—-обеспечение свободного удаления поковки из полости штампа. Для сложных поковок, разъем штампа которых не может быть выполнен в одной плоскости, а будет представлять собой сложную поверхность, состоящую из горизонтальных и наклонных плоскостей, наклон фигуры поковки относительно горизонтальной плоскости устанавливают с учетом самоуравновешивания сдвигающих усилий при штамповке.
Облойные канавки. Объем заготовки всегда больше объема готовой поковки (отштампованной детали). Излишек металла компенсирует неточность при отрезке заготовки, погрешность установки штампа и смягчает удары при смыкании штампа. Кроме того, избыток металла способствует лучшему заполнению полости штампа: вытекая в просвет между половинками штампа, он образует заусенец, который быстро остывает и препятствует дальнейшему вытеканию массы металла в просвет. Для размещения металла в заусенец предусматривается облойная канавка (рис. 99,ж).
Участок канавки, прилегающий к полости ручья (мостик), имеет минимальную высоту. Расширенную часть канавки (магазин), как правило, делают в верхней части штампа (форма 1). Если поковка имеет такую фигуру, что ее при обрезке облоя переворачивают на 180°, то магазин делают в нижней части штампа (форма 2). Когда нужно усилить торможение металла (для лучшего заполнения полости ручья), то мостик канавки изготовляют с барьером (форма 3). Если ожидается большой отход металла в облой, то делают увеличенный магазин (по форме 4). Клинообразная канавка (форма 5) уменьшает отход металла в облой.