
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 6. Пресс-формы для переработки термопластов
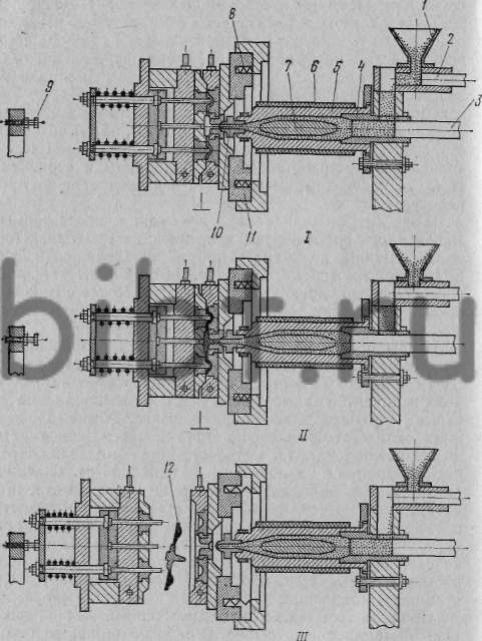
Рис. 124. Рабочий цикл литьевой пресс-формы: I — перед впрыском, II — впрыск, III —выталкивание детали
Цикл работы пресс-формы для литья термопластов показан на рис. 124. Пластмассу в виде гранул (твердых крупинок) засыпают в загрузочный бункер 1. Дозирующим устройством автоматически отмеряется количество гранул для одного впрыска и поршнем 2 гранулы ссыпаются в приемную камеру 4. Перемещением поршня 3 влево пластмасса подается в материальный цилиндр 5, обогреваемый снаружи электроэлементами 6.
При движении поршня 3 влево пластмасса в цилиндре сначала движется сплошным потоком, затем обтекает сердечник («торпеду») 7 и проходит тонким слоем через кольцевое пространство между цилиндром и сердечником, где хорошо перемешивается и нагревается до температуры литья.
Цикл литья начинается со смыкания пресс-формы. Левая часть пресс-формы, закрепленная на подвижной плите машины, подходит к правой неподвижной части, и, сжимая пружины 8, установленные в плите 11, прижимает неподвижную часть к соплу 10. После смыкания пресс-формы поршень 3 под большим давлением впрыскивает расплав в форму, охлаждаемую водой.
Чтобы предотвратить вытекание расплава из пресс-формы, необходима некоторая выдержка под давлением. Затем поршень 3 отходит вправо, и из загрузочного бункера в приемную камеру поступает новая порция материала. Пластмасса, находящаяся в пресс-форме, продолжает охлаждаться еще некоторое время в зависимости от вязкости расплава и от толщины стенки изделия. Этот период времени называется выдержкой охлаждения. После выдержки подвижная часть пресс-формы отводится влево, и пресс-форма раскрывается по плоскости разъема.
Одновременно неподвижная плита под действием пружин 8 отходит влево от сопла машины. При дальнейшем перемещении подвижной части пресс-форма полностью раскрывается, а отливка 12 выбрасывается системой выталкивания, приведенной в действие упором 9. Применяются также литьевые машины, выдавливающие термопласт непрерывно. В рабочем цилиндре такой машины установлен вращающийся шнек, поэтому машины называют шнекмашинами или экструдерами, а сам процесс — экструзией,
Расплавленный термопласт на выходе из материального цилиндра проходит через профильное отверстие (фильеру). Форма сечения фильеры может быть самой различной. Например, пропуская материал через кольцевую фильеру, получают трубы. Пройдя через фильеру, профилированный материал для быстрого закрепления (фиксации) полученного профиля попадает в охлаждающую среду (например, воду).