
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 5. Устройство пресс-форм для изготовления армированных изделий
Часто в пластмассу впрессовывают металлические детали, которые служат для усиления (армирования) как всего изделия, так и отдельных его частей. Армирование применяют также для создания прочных элементов резьбового соединения (болт или гайка), для скрепления пластмассовой детали с другими деталями конструкции, в которую она входит. Армированием можно закрепить в пластмассовой детали контакт или проводник для удобства монтажа электрической схемы прибора.
Арматуру устанавливают в пресс-форму перед прессованием. Арматура должна быть надежно зафиксирована в пресс-форме, так как при прессовании на нее действуют значительные усилия. Обычно для изготовления изделий со сложной арматурой применяют пресс-формы литьевого прессования, так как в таких пресс-формах арматура испытывает меньшее давление со стороны потока пластмассы.
Размеры, форма арматуры, а также толщина слоя пластмассы, окружающего арматуру, должны быть определенной величины. Несоблюдение этого правила приводит к браку. Например, если слой пластмассы вокруг арматуры меньше нормы, деталь растрескивается. Причем этот вид брака может выявиться только через некоторое время (при эксплуатации изделия).
От конструкции арматуры во многом зависит производительность труда при прессовании и стоимость пресс-формы.
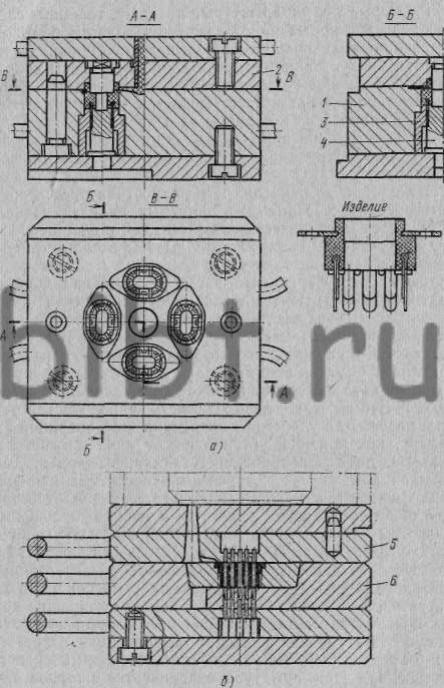
Рис. 123. Пресс-формы для армированных изделий:
а — четырехместная для литьевого прессования ламповых панелей, б-одноместная для изделий со сквозной цилиндрической арматурой.
На рис. 123, а показана четырехместная пресс-форма литьевого прессования для ламповых панелей. Панель армируется металлическими контактами и фланцем. Перед прессованием фланцы закладывают в соответствующие углубления, выполненные в матрице 1 по плоскости разъема пресс-формы. Во время прессования фланцы надежно зажаты между деталями пресс-формы 1 и 2, и поток пластмассы сместить их не может. Контакты устанавливают в пазы между вставками 3 и 4.
Вставка 4 подвижная и служит для выталкивания отпрессованного изделия. Арматура входит в пазы с некоторым зазором, который при прессовании может быть заполнен пластмассой. Это вызывает необходимость периодической очистки пазов. Для удобства выполнения этой операции арматуру, как правило, устанавливают либо в плоскости разъема, либо в подвижной детали пресс-формы.
Толкающая вставка 4, на которой выполнены пазы для фиксации контактов, может быть легко очищена от затекшей пластмассы, когда находится в верхнем положении. Пример технологичной конструкции арматуры показан на рис. 123,б.
Изделие со сквозными контактами прессуется в одноместной пресс-форме литьевого прессования. Средняя (находящаяся в пластмассе) часть арматуры имеет больший диаметр, чем выступающие концы, поэтому пресс-материал при прессовании не проникает в отверстия для фиксации, выполненные в деталях 5 и 6 пресс-формы.
При смыкании пресс-формы средняя утолщенная часть арматуры сдавливается с торцов плитами 5 и 6, перекрывая доступ пластмассы в отверстия для фиксации выступающих концов. В данном случае конструкция арматуры позволяет изготовить упрощенную пресс-форму без разъема по арматуре, обычно необходимого для прочистки пазов.